Nhiệt luyện giảm ứng suất [ASM 4]
Nguyên tác: Domenic A. Canonico, ABB Combustion Engineering Services:63:
Nhiệt luyện khử ứng suất - Tác hại của ứng suất dư
Nhiệt luyện khử ứng suất được dùng để giải phóng ứng suất còn tích trữ trong cấu trúc vật liệu sau các khâu gia công trước đó. Định nghĩa này giúp phân biệt nhiệt luyện khử ứng suất và nhiệt luyện sau khi hàn vì nhiệt luyện sau khi hàn, ngoài mục đích giảm ứng suất còn có mục đích khác là cải thiện tổ chức tế vi hoặc tính chất của vùng mối hàn. Ví dụ, các sản phẩm hàn bằng thép ferrite được nhiệt luyện tiếp theo để nâng cao độ dai va đập cho
vùng-ảnh-hưởng-nhiệt (Heat affected zones - HAZ). Ngoài ra, các sản phẩm làm bằng thép austenite hoặc hợp kim màu cũng được nhiệt luyện sau hàn để nâng cao khả năng chống ăn mòn trong môi trường.
Nhiệt luyện khử ứng suất là sự nung nóng đồng nhất trên toàn bộ hoặc một phần của chi tiết đến một nhiệt độ thích hợp ở dưới khoảng nhiệt độ chuyển biến (nhiệt độ Ac1 với thép ferrite), giữ tại nhiệt độ đó trong thời gian xác định và làm nguội đồng nhất sau đó. Với hình thức nhiệt luyện này, cần chú ý khi làm nguội để đảm bảo chi tiết được làm nguội được đồng nhất, đặc biệt là với các chi tiết có kích thước thay đổi. Nếu tốc độ làm nguội không được kiểm soát tốt (không ổn định hoặc không đồng nhất tại các vị trí khác nhau) thì có thể sinh ra ứng suất mới tương đương hoặc thậm chí còn lớn hơn ứng suất trước nhiệt luyện.
Nhiệt luyện khử ứng suất cũng có thể làm giảm độ sai lệch hình dạng và ứng suất lớn xuất hiện sau khi hàn, những nhân tố có thể ảnh hưởng đến khả năng làm việc của chi tiết. Các ứng suất dư loại này có thể dẫn đến hiện tượng nứt vỡ do ăn mòn ứng suất (Stress Corrosion Cracking - SCC) ở gần mối hàn hay tại những phần chi tiết đã trải qua biến dạng nguội. Bên cạnh đó, bản thân biến dạng nguội cũng làm giảm đáng kể độ bền chống dão tại nhiệt độ cao của vật liệu.
Các loại ứng suất dư trong thép ferrite làm giảm khả năng chống phá hủy giòn của thép. Kể cả đối với các loại vật liệu không có xu hướng phá hủy giòn, như thép không gỉ austenite chẳng hạn, ứng suất dư làm tăng độ nhạy cảm với phá hủy do ăn mòn ứng suất ngay cả trong các môi trường tưởng như tương đối "an toàn" cho loại thép này.
Nguồn gốc của ứng suất dư?
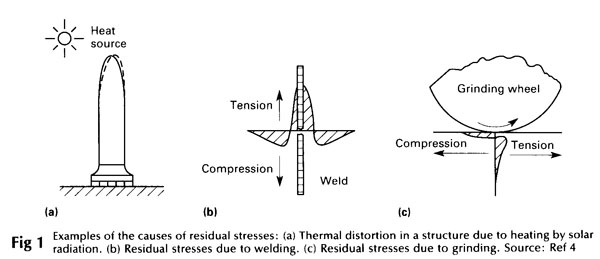
Có rất nhiều nguyên nhân sinh ra ứng suất dư. Ứng suất dư có thể sinh ra trong quá trình gia công vật phẩm từ thỏi đúc đến thành phẩm. Các khâu gia công có thể tạo thành ứng suất dư có thể kể đến: cán, đúc, rèn hoặc cắt, uốn, kéo, gia công cơ (tiện, phay,...) và nguyên công hàn. Trong các quá trình gia công này, ứng suất dư sẽ xuất hiện khi vật liệu chịu áp lực vượt quá giới hạn đàn hồi và quá trình chảy dẻo xảy ra.
Thao tác uốn các chi tiết dạng thanh tại nhiệt độ mà vật liệu chế tạo chi tiết đó không thể hồi phục (quá trình hồi phục - recovery - không xảy ra được) sẽ dẫn đến kết quả là trên bề mặt chi tiết xuất hiện các vùng ứng suất dư khác nhau, một bên bị ứng suất kéo và bên đối diện chịu ứng suất nén.
Thao tác tôi các chi tiết có chiều dày lớn sẽ dẫn đến kết quả là lớp bề mặt có ứng suất nén dư. Ứng suất nén dư này được cân bằng bởi ứng suất kéo dư bên trong thể tích khối vật liệu.
Mài cũng là một nguồn sinh ra ứng suất dư. Ứng suất dư đó có thể là dạng kéo hay dạng nén tùy thuộc vào thao tác mài như thế nào. Mặc dù các ứng suất dư sau mài chỉ xuất hiện ở lớp rất mỏng trên mặt chi tiết nhưng chúng cũng có thể làm cho các chi tiết mỏng bị cong vênh.
Hàn: Ứng suất dư sau Hàn rất được quan tâm nghiên cứu. Ứng suất dư do quá trình nâng hạ nhiệt quá nhanh khi hàn có thể phát triển trên diện rộng, trải khắp chiều dài của chi tiết hoặc cũng có thể chỉ co cụm ở một số vùng tế vi. Các ứng suất dư tập trung kiểu này đôi khi có thể vượt quá giới hạn chảy của vật liệu tại nhiệt độ thường.
Còn nữa...