A
Author
Em chào mọi người.
em thấy diễn đàn ANSYS sao im lặng quá,solidworks,pro,catia.... rất sôi nổi,em cũng từng là đệ tử solidworks giờ chuyển sang ansys,sau 1 tuần bí với các bài toán,nay em đã tìm ra giải pháp nhờ sự giúp đỡ rất nhiệt tình của 1 cao thủ,em muốn chia sẻ cho mọi người và mong diễn đàn mỗi ngày đều có bài viết mới,mong sao không kém gì cad/cam.
em có file và tutorial về transient structural,explicit dynamics,shape optimization,static(cái này chắc mọi người đã biết),mọi người thấy được thì em sẽ post lên,các thầy và anh chị tiền bối đóng góp và nhận xét dùm em,em chỉ mới xái khoảng 1 tháng thôi,có gì sai sót mong mọi người đừng cười chê.o")
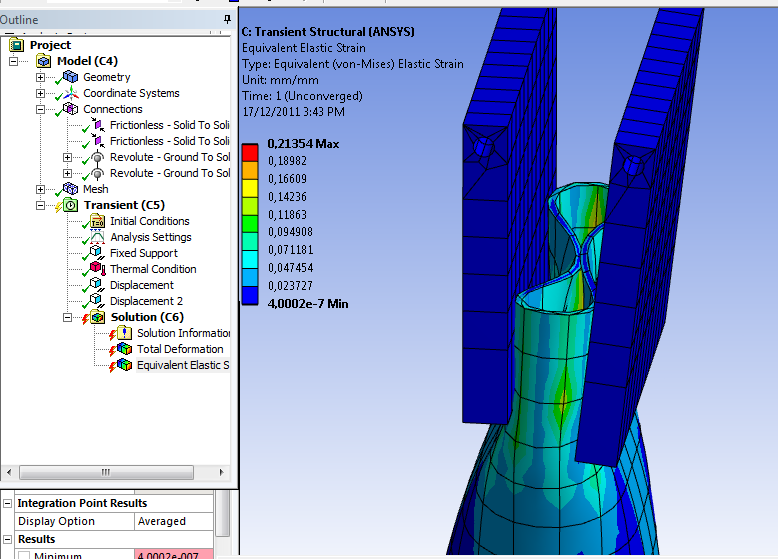
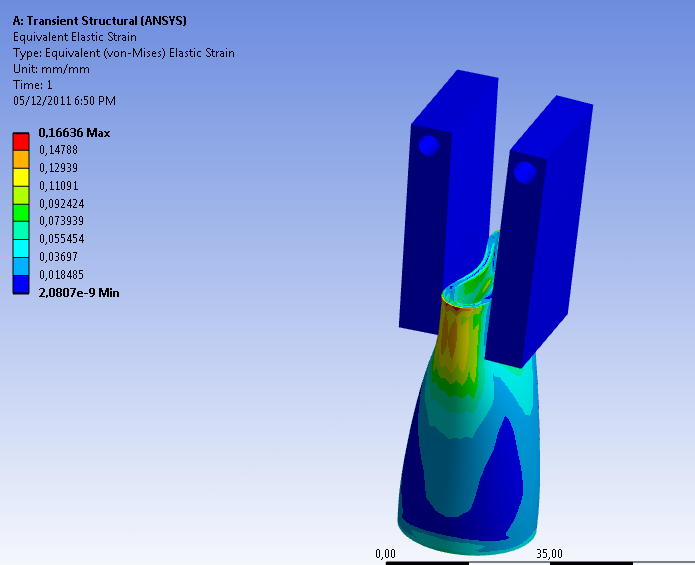
em post ảnh về ép tube mà em mới làm nếu được em sẽ post hướng dẫn.
thanks.
em thấy diễn đàn ANSYS sao im lặng quá,solidworks,pro,catia.... rất sôi nổi,em cũng từng là đệ tử solidworks giờ chuyển sang ansys,sau 1 tuần bí với các bài toán,nay em đã tìm ra giải pháp nhờ sự giúp đỡ rất nhiệt tình của 1 cao thủ,em muốn chia sẻ cho mọi người và mong diễn đàn mỗi ngày đều có bài viết mới,mong sao không kém gì cad/cam.
em có file và tutorial về transient structural,explicit dynamics,shape optimization,static(cái này chắc mọi người đã biết),mọi người thấy được thì em sẽ post lên,các thầy và anh chị tiền bối đóng góp và nhận xét dùm em,em chỉ mới xái khoảng 1 tháng thôi,có gì sai sót mong mọi người đừng cười chê.o
em post ảnh về ép tube mà em mới làm nếu được em sẽ post hướng dẫn.
thanks.