Ðề: Các thảo luận về Lathe trong Mastercam.
Trong MCX ta có thể tự tạo ra dao theo ý mình được( bạn lục lại cái bài viết trước nhé, đã có nhiều người nói về vấn đề này rồi).
Nhưng cũng còn một cách khác để xử lý vụ này: Trong MCX ta không khai báo dao( đặt tùy chọn bù dao là OFF, lúc này các giá trị di chuyển là số chẵn), sau đó ta bù dao trên máy, trong trường offset dao, cách này hơi khó dùng hơn một tí, nhưng lại có ưu điểm là dễ dàng thay đổi hơn trong trường hợp cần thiết.
Em mới học chạy máy cnc và cũng tập xuất code nhưng gặp trường hợp này mong các pro nào có kinh nghiệm chỉ giúp cho em. Em cảm ơn nhiều lắm!
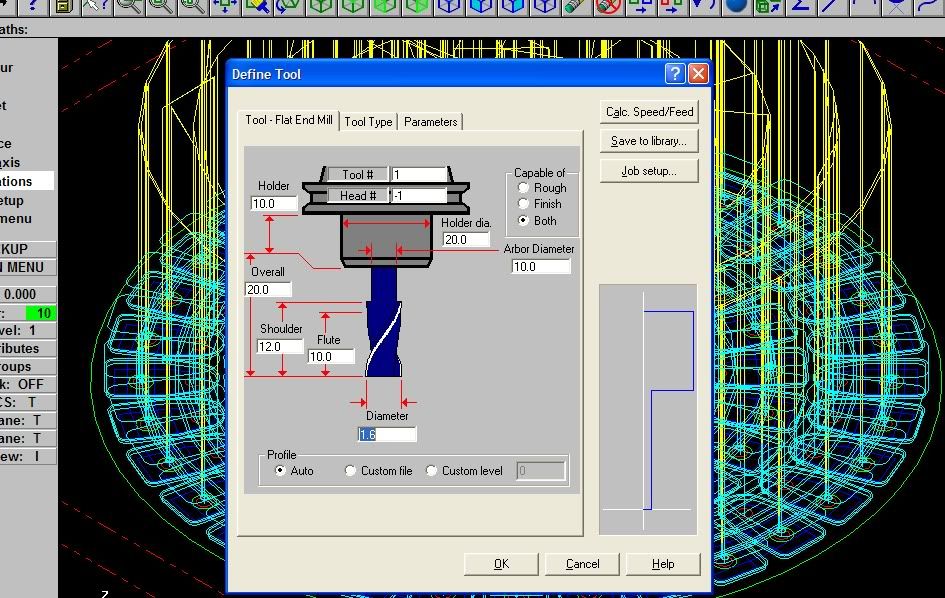
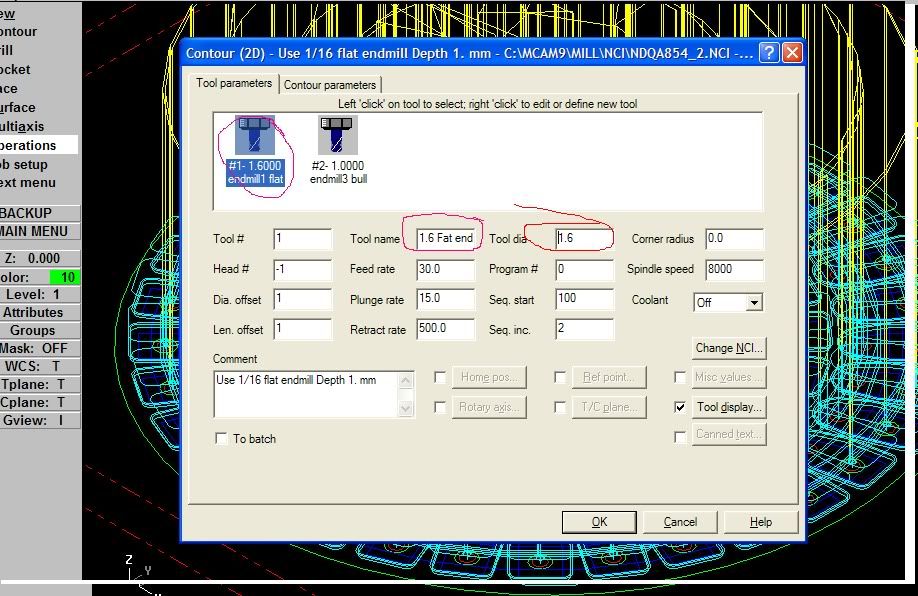
Em gặp trường hợp là: em khai báo dao trong MC9 xong xuôi hết sau đó ra code luôn, nhưng đưa lên máy chạy thì bị sai biên dạng chi tiết ( có người nói là do khai báo dao trong MC không khớp với dao mình đang chạy trên máy cnc nên nó chạy sai). VD em khai báo dao cắt ở trong MC là 3.0mm, trên máy cnc cũng là dao 3ly nhưng nó vẫn chạy sai biên dạng. vậy các pro cho em hỏi có phương pháp nào để khai báo chính xác dao hay không, để MC có thể hiểu là mình đang dùng dao gì trên máy để nó ra code cho chính xác. Em xin chân thành cảm ơn và rất mong được sự giúp đỡ tận tình.
Em gặp trường hợp là: em khai báo dao trong MC9 xong xuôi hết sau đó ra code luôn, nhưng đưa lên máy chạy thì bị sai biên dạng chi tiết ( có người nói là do khai báo dao trong MC không khớp với dao mình đang chạy trên máy cnc nên nó chạy sai). VD em khai báo dao cắt ở trong MC là 3.0mm, trên máy cnc cũng là dao 3ly nhưng nó vẫn chạy sai biên dạng. vậy các pro cho em hỏi có phương pháp nào để khai báo chính xác dao hay không, để MC có thể hiểu là mình đang dùng dao gì trên máy để nó ra code cho chính xác. Em xin chân thành cảm ơn và rất mong được sự giúp đỡ tận tình.
Nhưng cũng còn một cách khác để xử lý vụ này: Trong MCX ta không khai báo dao( đặt tùy chọn bù dao là OFF, lúc này các giá trị di chuyển là số chẵn), sau đó ta bù dao trên máy, trong trường offset dao, cách này hơi khó dùng hơn một tí, nhưng lại có ưu điểm là dễ dàng thay đổi hơn trong trường hợp cần thiết.