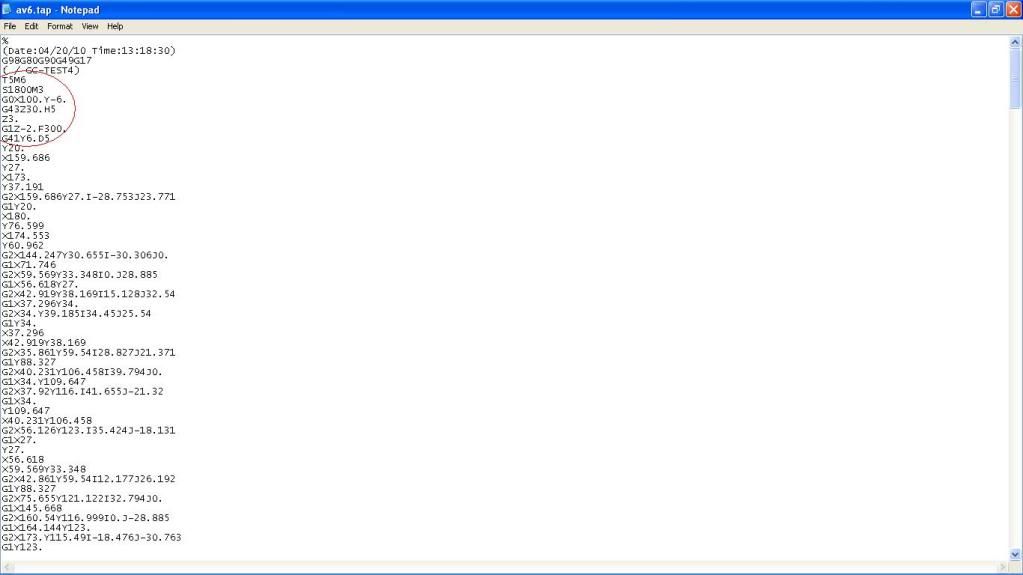
Ðề: Cách thiết kế điểm xuống của dao trong gia công
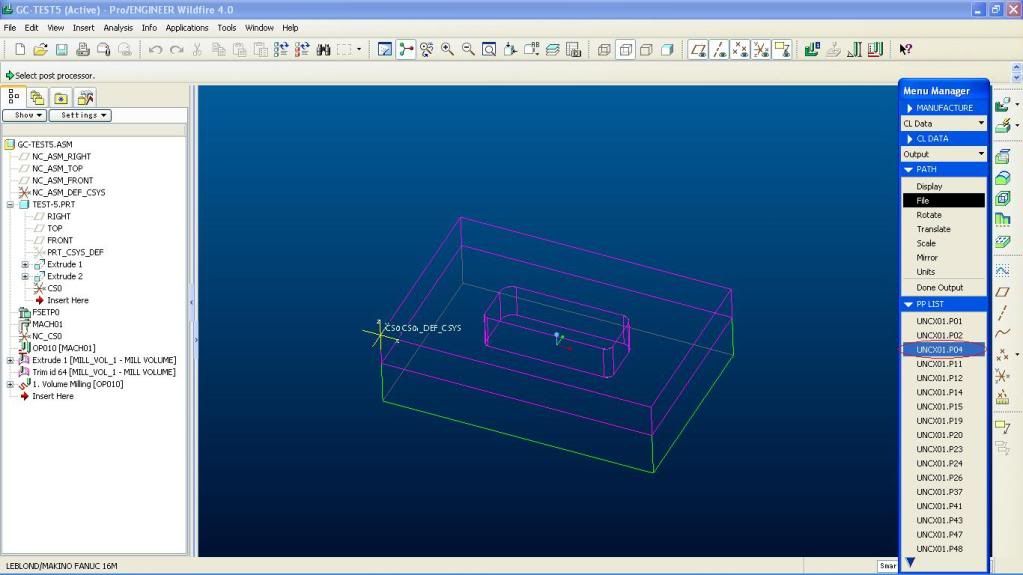
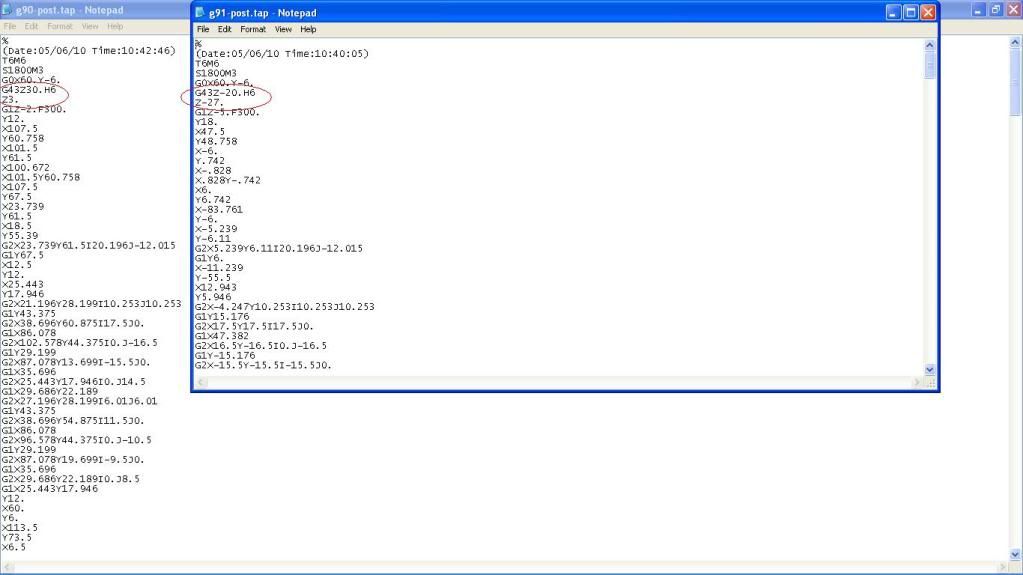
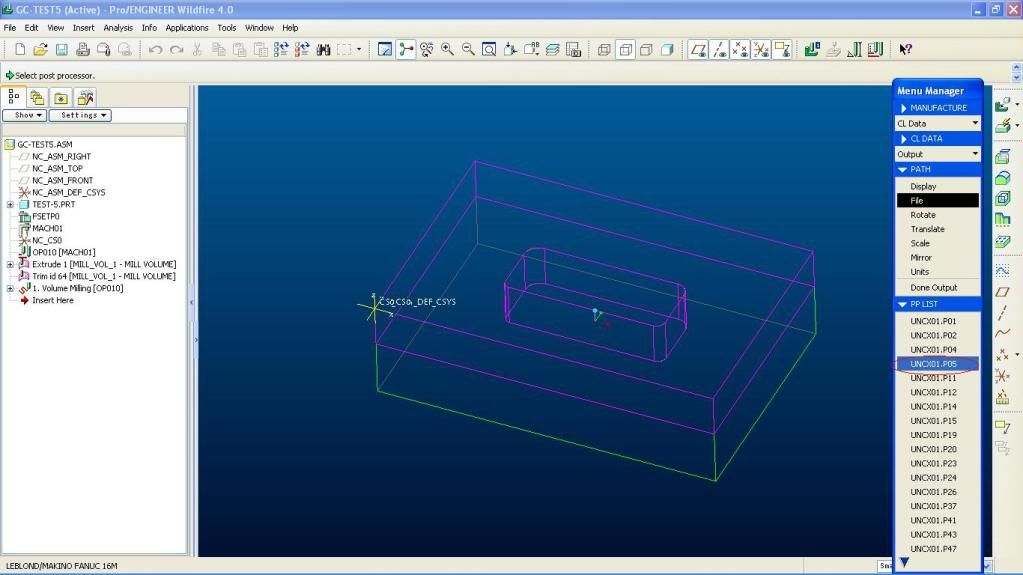
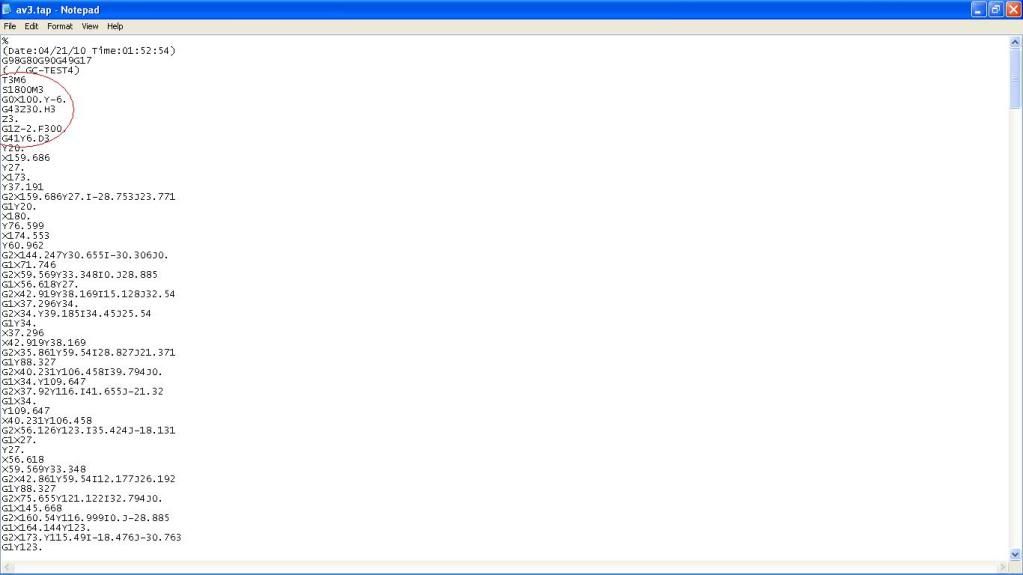
Cảm ơn bạn, cách của bạn rất hay, trước đây tớ cũng đã từng nghiêng cứu về việc chĩnh sữa post processor trong pro nhưng chưa rành lắm.Số là tớ đang dùng W.F 5.0 , TUY NHIÊN khi xuất ra G-CODE , Trong hình thứ 2 từ dưới lên theo hướng dẫn của bạn máy chỉ hiện thị bộ post từ UNCX01.P11 trở về sau, mấy bộ POST UNCX01.P01,UNCX01.P02,UNCX01.P04 không hiển thị ra trong bảng đó mặc dù tớ kiểm tra trong thư mục GPOST vẫn có mấy bộ POST này.Bạn làm thế nào mà cho nó hiển thị lên vậy?phiên bảng bạn đang dùng là phiên bản nào?
Chào bạn!
Mình chưa dùng Wildfire 5 nên Không biết post processor của nó có thay đổi nhiều không, nhưng giữa Pro/E 2001 và Wildfire 4 mình thấy không có sự khác biệt nhiều...
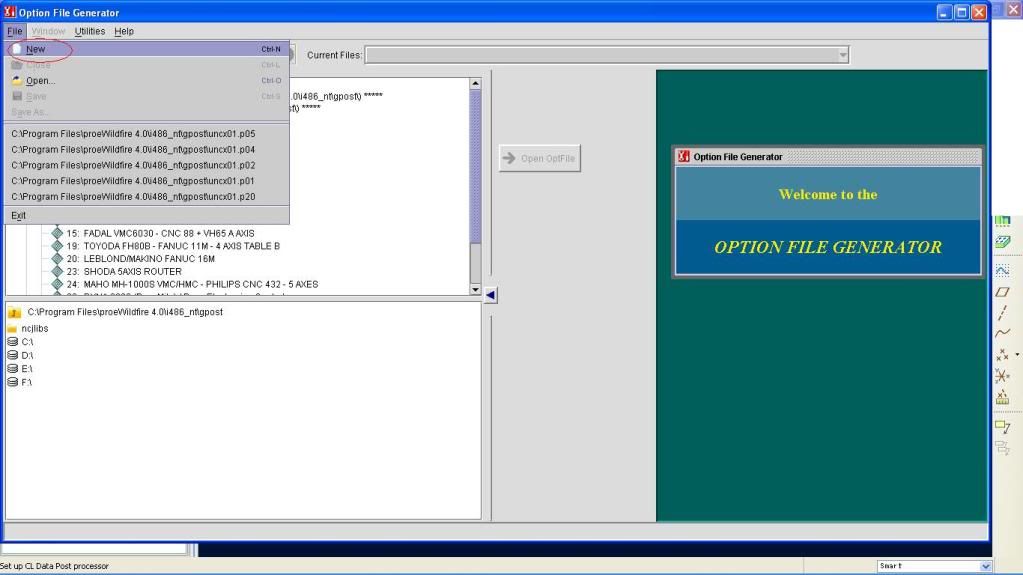
Ngoài một số file post mà bạn thấy trên
PP List thì vẫn còn rất nhiều file ẩn..., bạn có thể tạo cho mình những file post riêng (phù hợp với những hệ điều khiển trên máy CNC nơi bạn làm việc.)
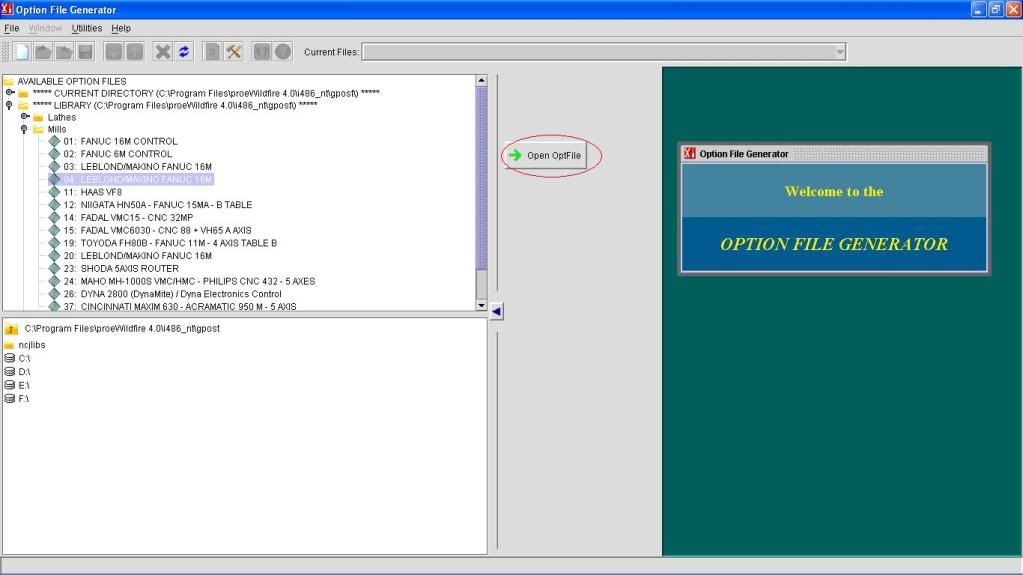
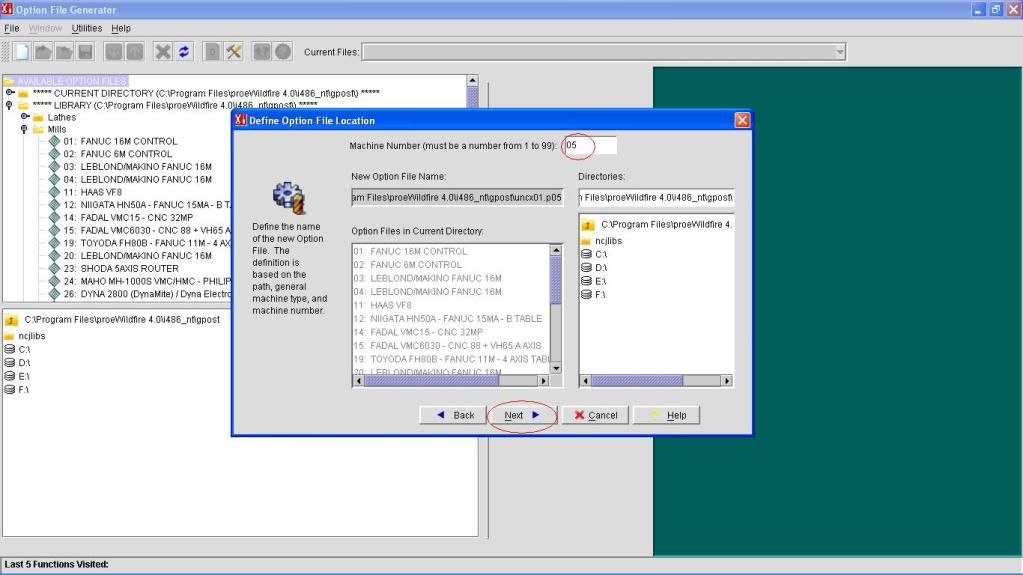
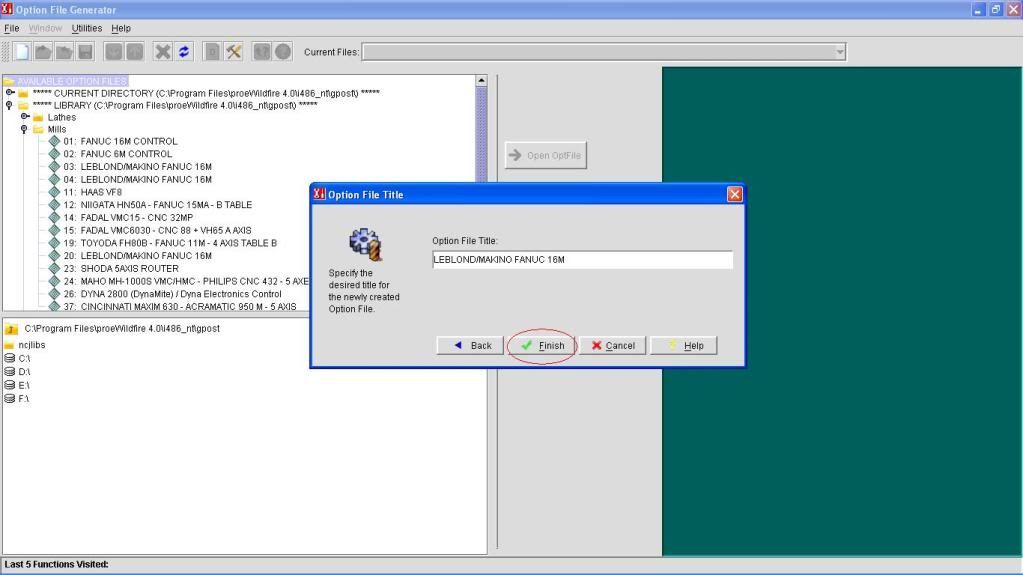
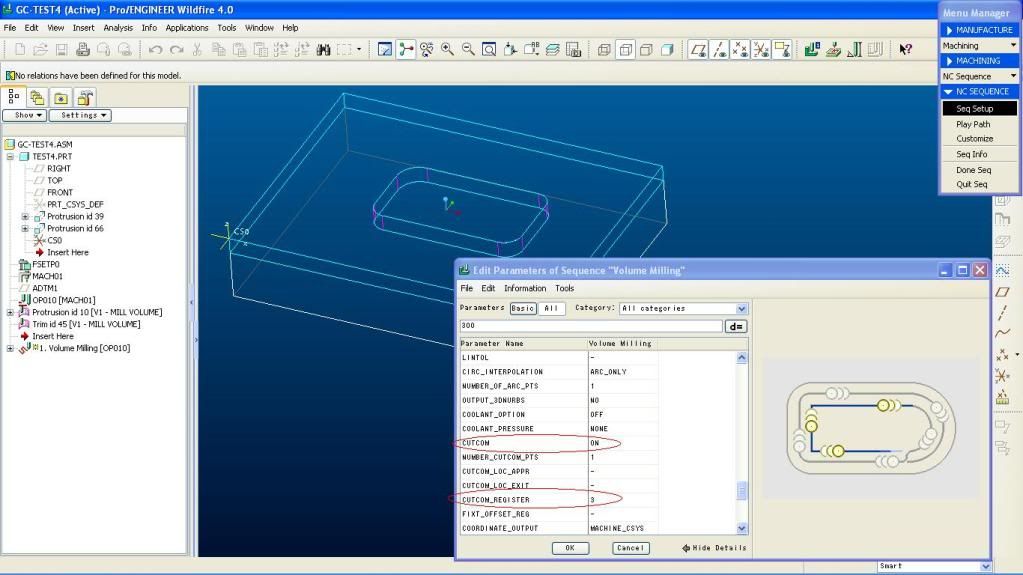
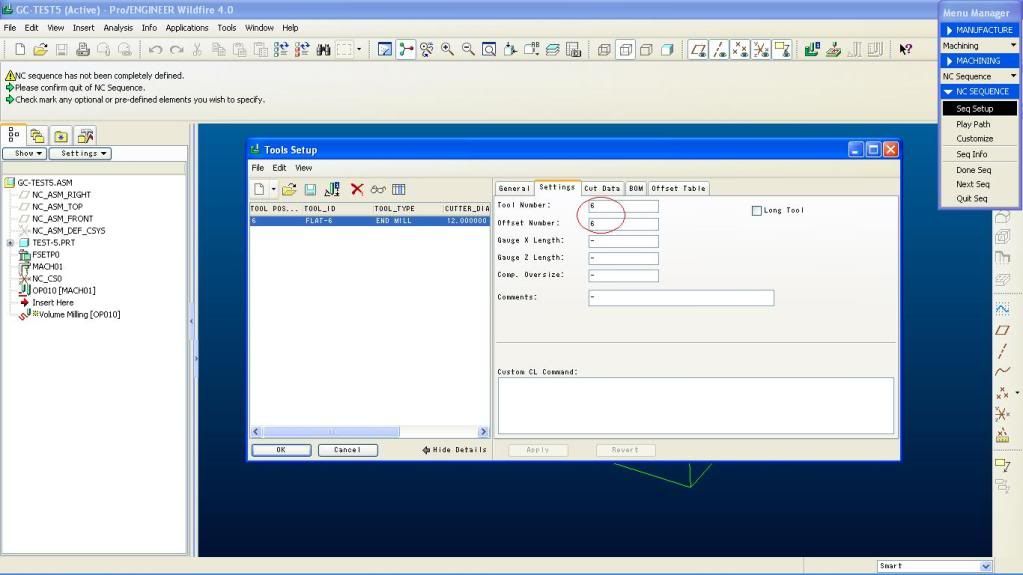
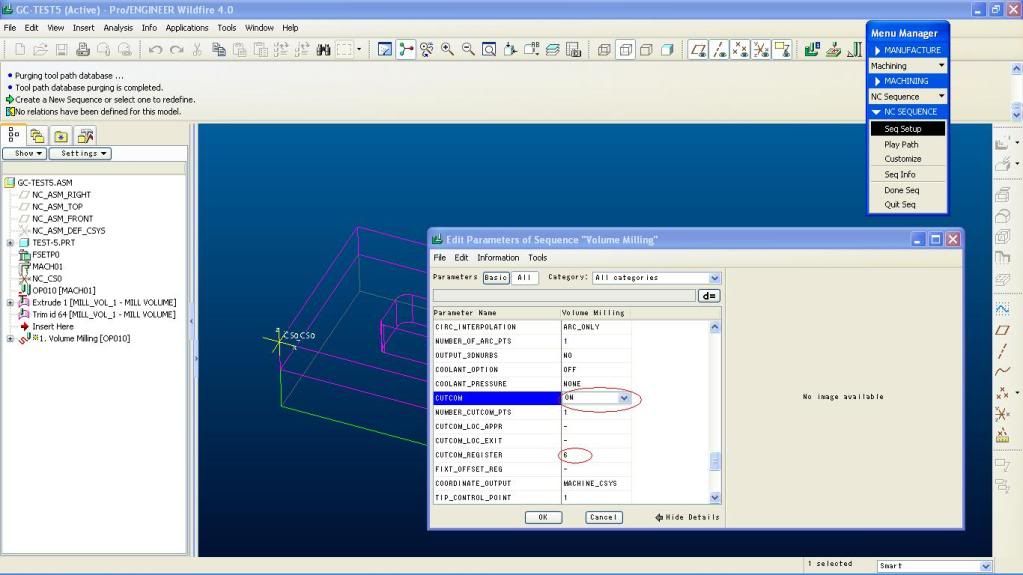
Đặt tên cho file post của bạn( là những chữ số từ: 1-99), ví dụ là 05.
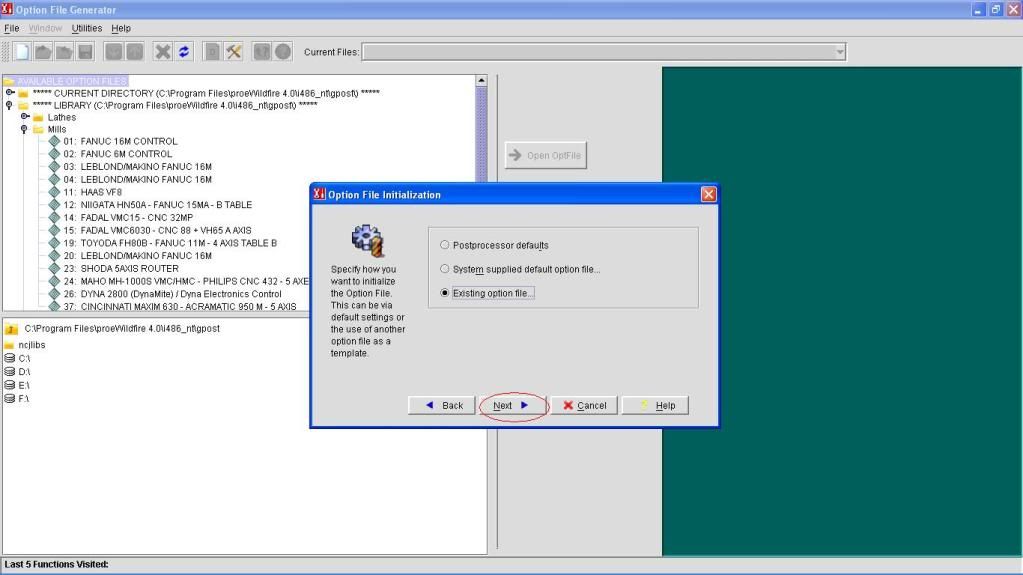
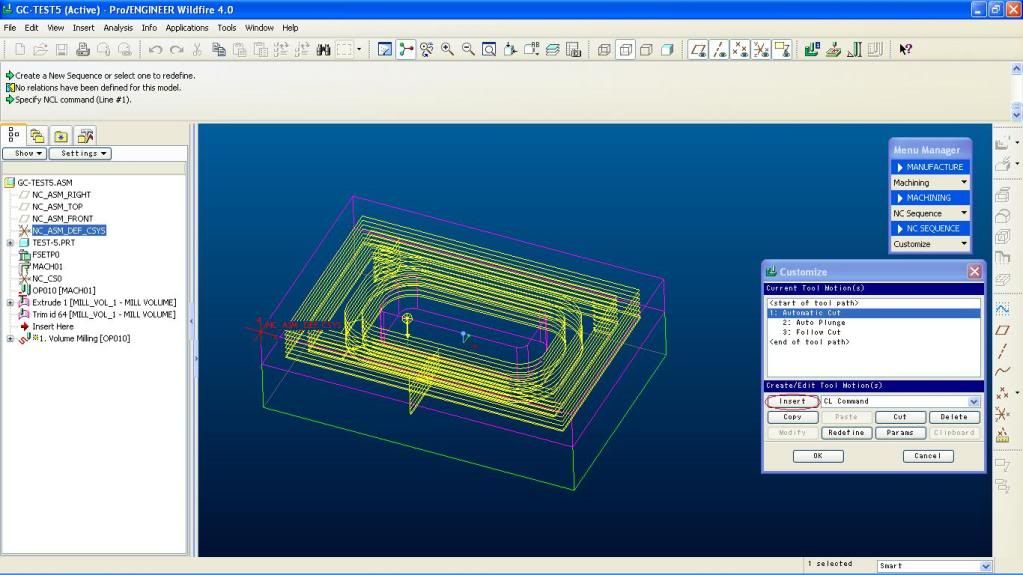
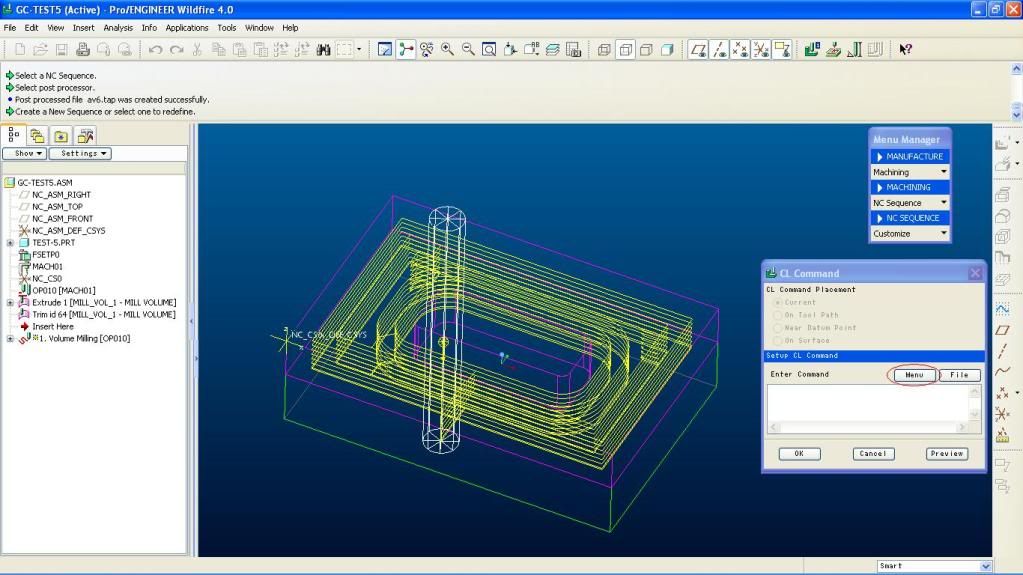
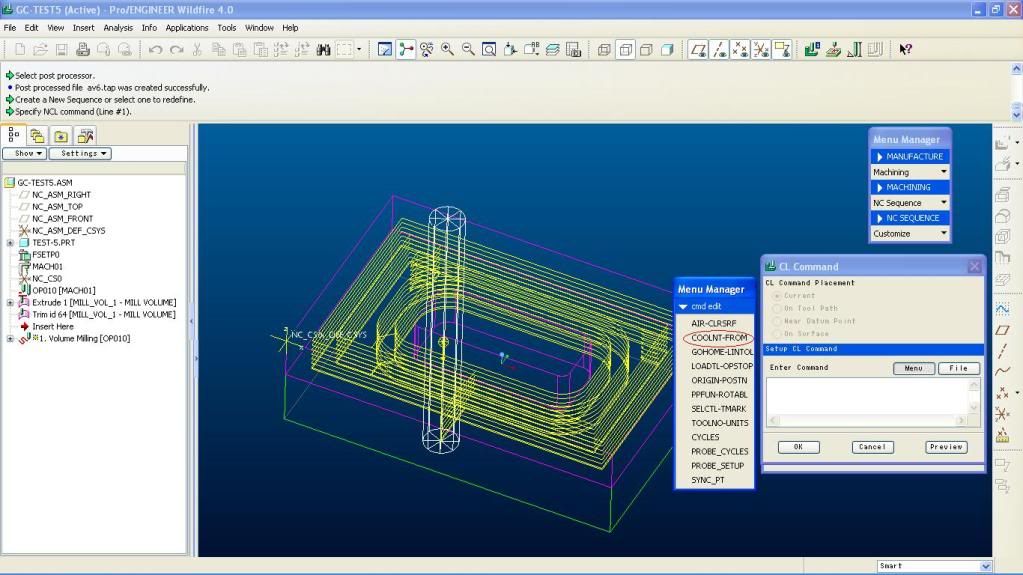
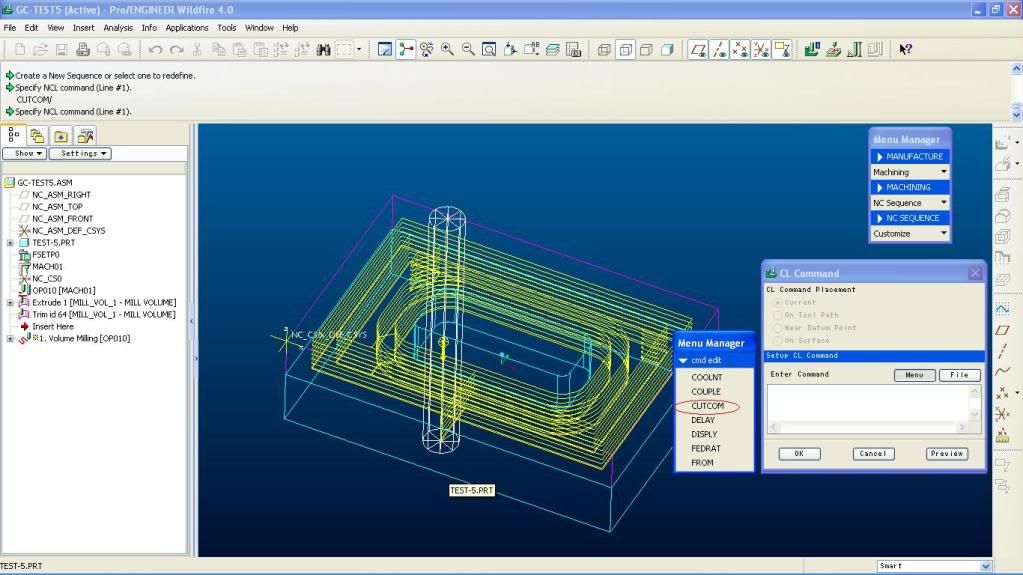
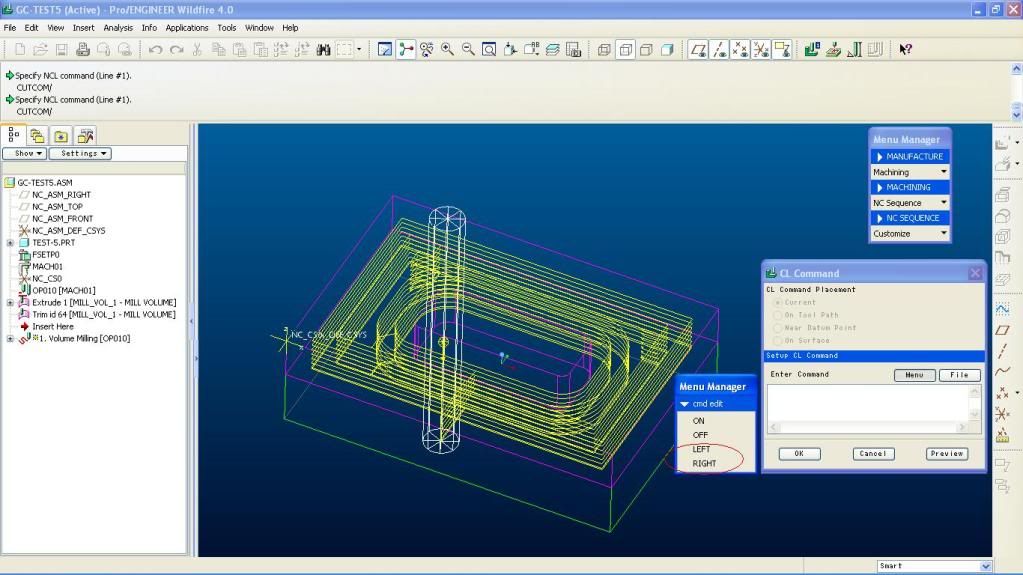
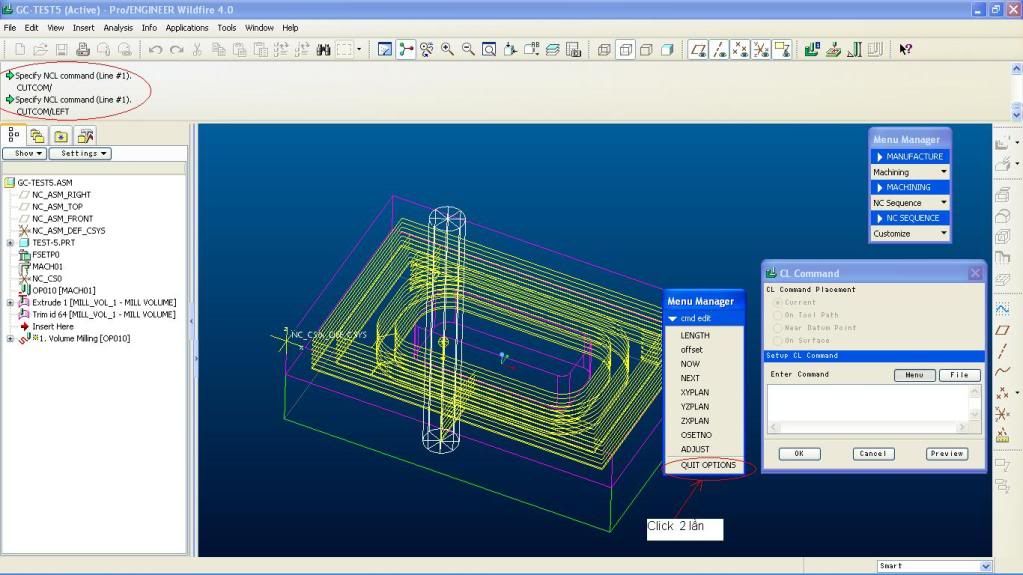
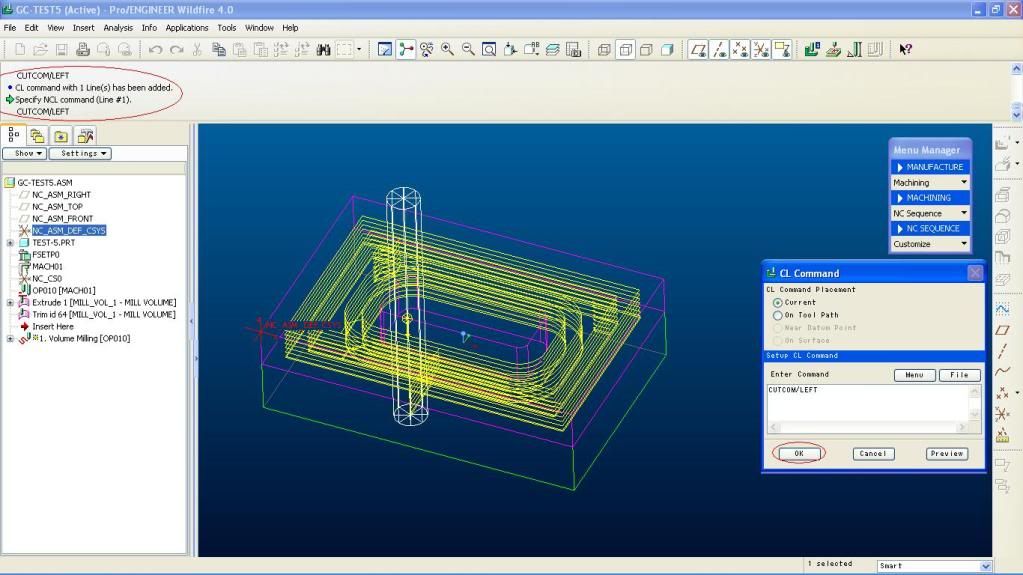
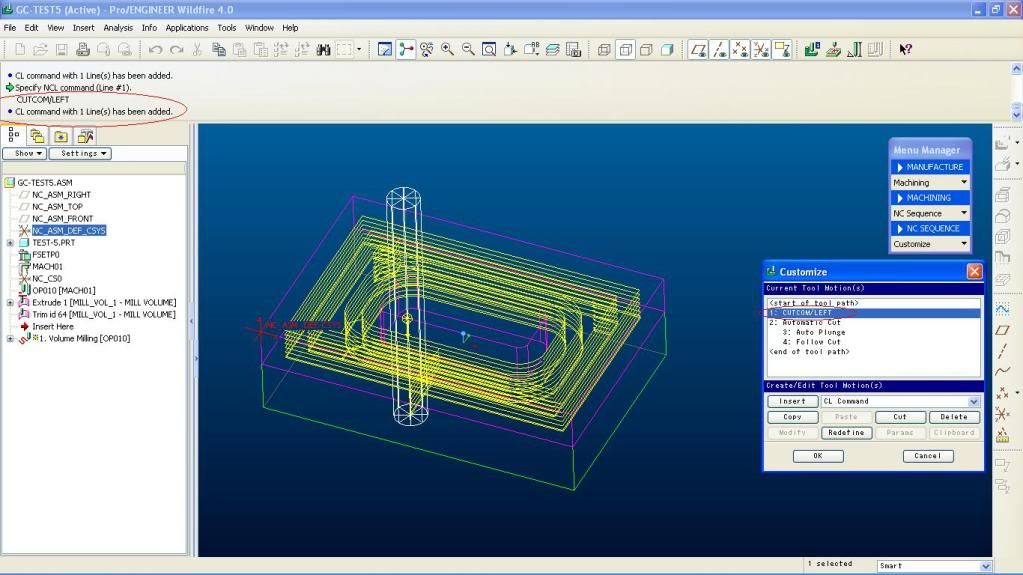
Xuất hiện các tùy chọn sau:
+ Trên cùng: file post của bạn dựa trên PP mặc định của hệ thống.
+ Giữa : File post của bạn dựa trên những PP mà hệ thống hỗ trợ(đây là những PP ẩn nên bạn không thấy chúng trên
PP List).
+Dưới cùng: File post của bạn dựa trên những PP sẳn có của hệ thống.
- Bạn có thể thay đổi lựa chọn để so sánh giữa các tùy chọn này.
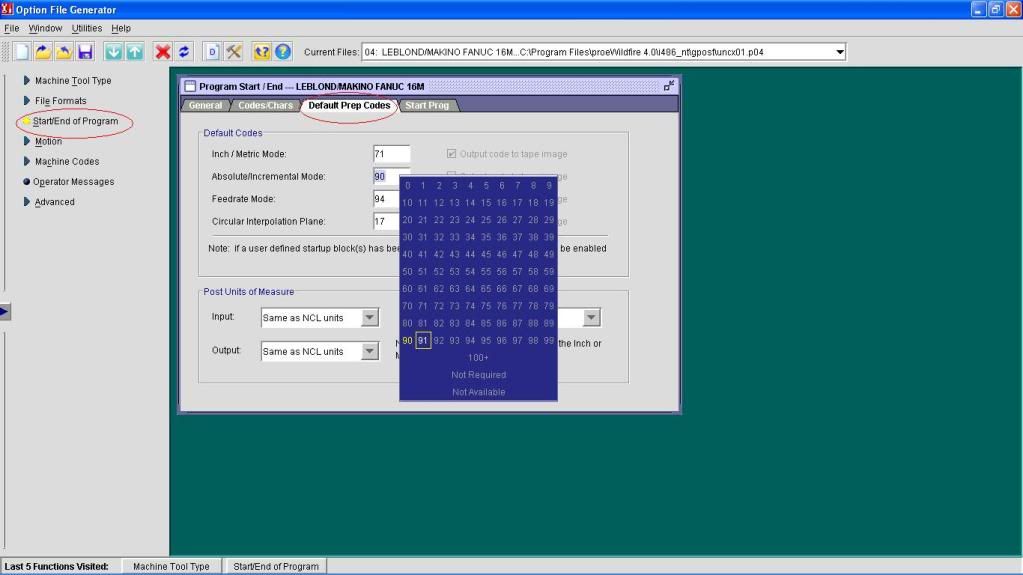
- Ở ví dụ này mình chọn:
Existing Option File
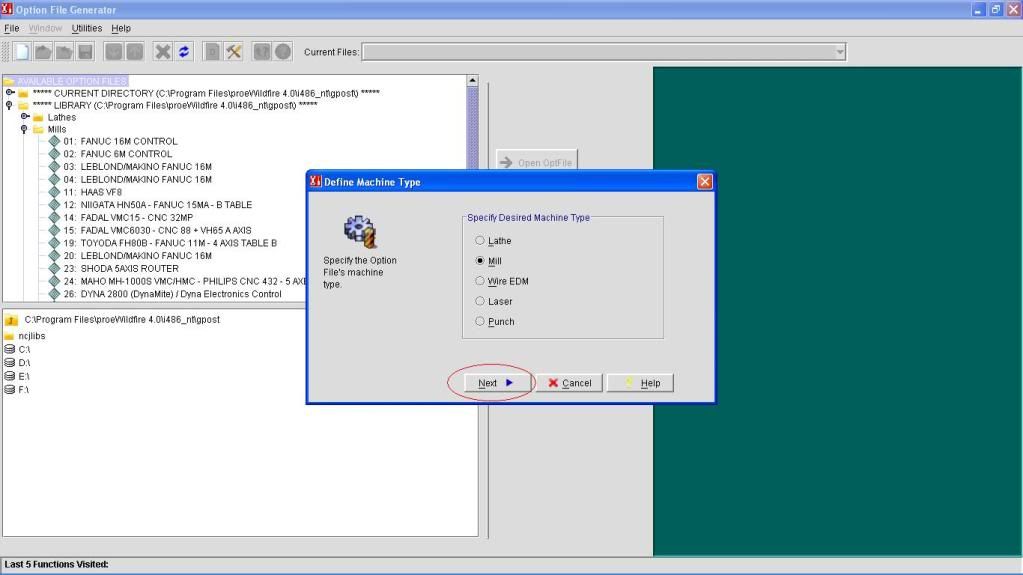
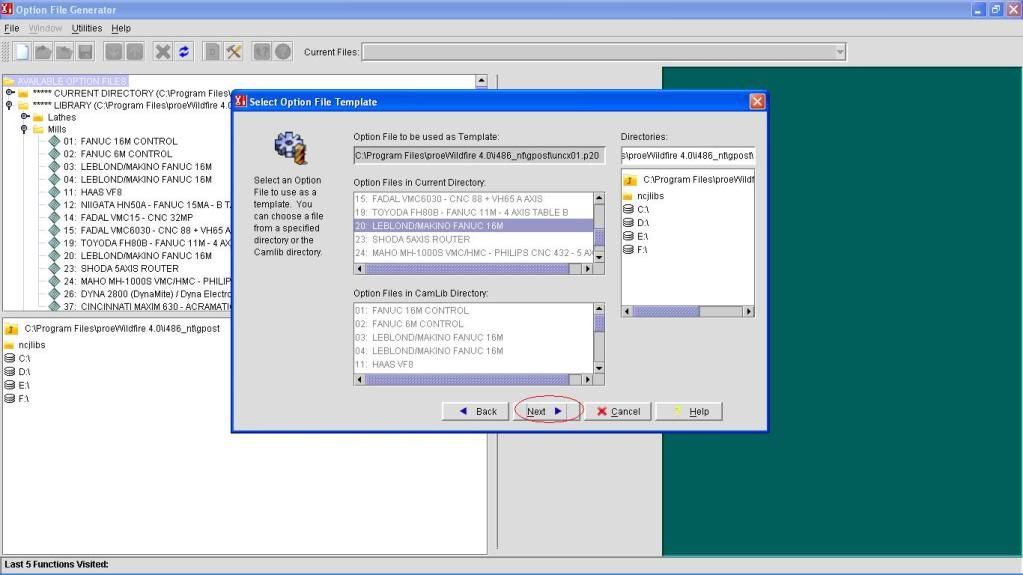
Chọn Máy phù hợp với hệ điều khiển CNC nơi bạn làm việc.
Có thể đặt tên mới cho máy của bạn( nếu cần thiết).
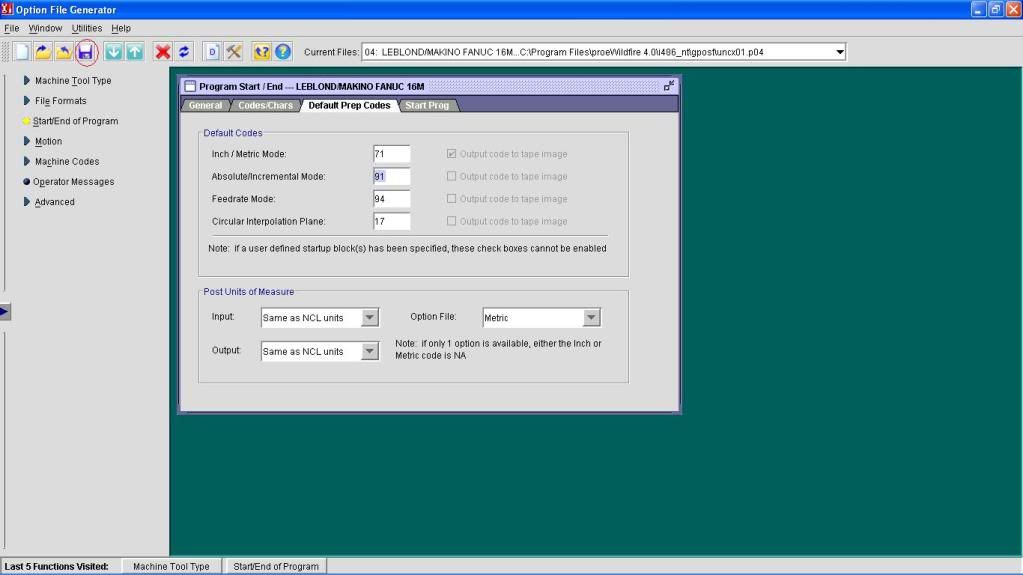
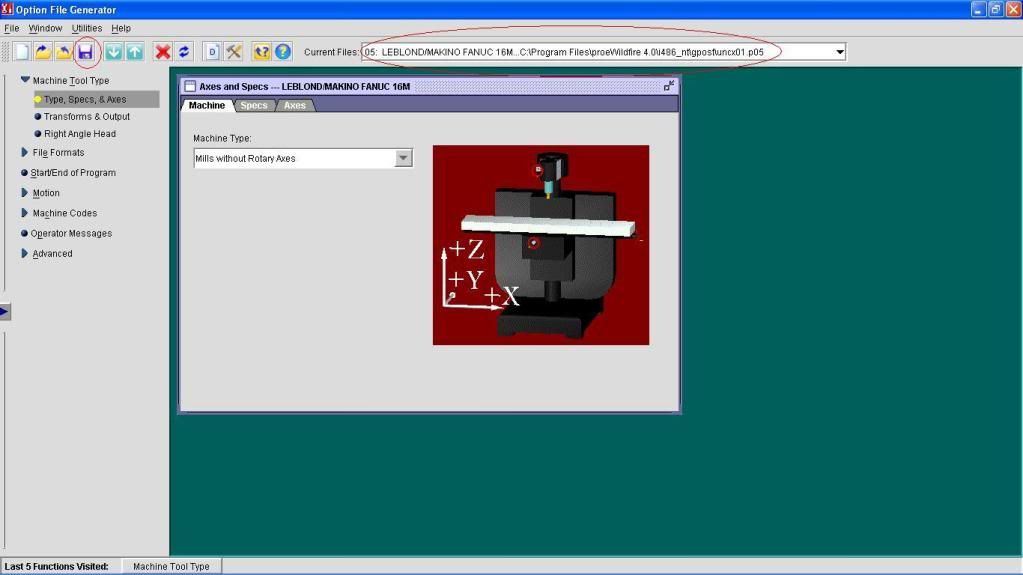
Save lại những quá trình của bạn. Đóng
Option File Generator, xuất lại CT để thấy kết quả.
Trên đây chỉ trình bày khái quát việc tạo mới một hoặc nhiều File Post theo nhu cầu người sử dụng. Nếu may mắn trong danh sách các hệ điều khiển mà hệ thống hổ trợ có tên hệ điều khiển bạn dang dùng thì không còn gì bằng. Nếu không bạn phải mất thêm chút ít thời gian để chỉnh sửa những PP mà bạn đã tạo( thường thì đầu và cuối chương trình) cho phù hợp hơn với máy CNC của bạn.
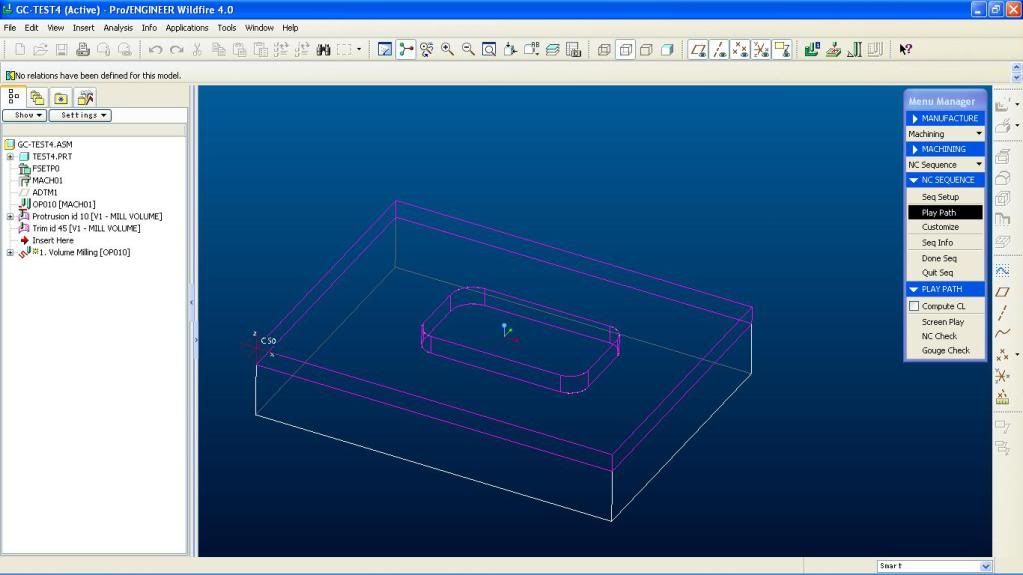
Để hiệu chỉnh những file này, bạn vào
Applications -->
Nc Post Processor
Mở File post cần chỉnh sửa, thêm bớt những thông số cần thiết..., Save lại quá trình của bạn...
Còn nhiều vấn đề để nói về đề tài này, rất khó để trình bày hết..., song qua đây mình hy vọng bạn sẽ tạo được cho mình những File Post vừa ý!

")