Chu trình con khi phay
- Thread starter thoaipro
- Ngày mở chủ đề

Ðề: Chu trình con khi phay
Dù học qua G98,G99 đã lâu nhưng do nguyên nhân chưa thực tế nên mình không phân biệt nổi,nhưng mới đi làm vài ngày qua có thực tế lệnh G81,G83 nên mình dễ nhớ hơn,xin giải thích chút hiểu biết của mình :1:.
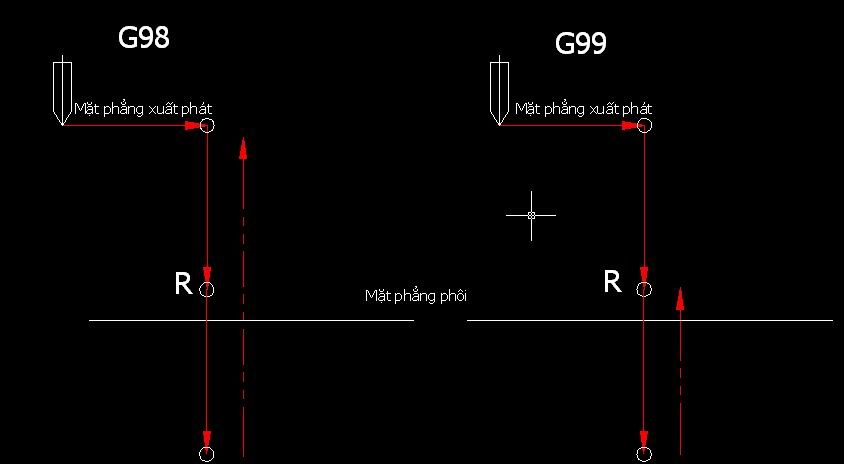
G98 : Lùi về mặt phẳng xuất phát và thực hiện khoan lỗ tiếp theo đối với các mã lệnh khoan G81,83...
G99 : Lùi về mặt phẳng an toàn (mặt phẳng bắt đầu ăn dao với bước tiến F).
Còn đối với chương trình con mà bạn nói đó là 2 mã lệnh M98 và M99.
M98 : Gọi chương trình con thường đi kèm với P00000000.4 số 0 đầu là số lần lặp của chương trình con,4 số 0 sau là tên của chương trình con đã lập sẵn trên máy.
M99 : Kết thúc chương trình con.
Mong góp ý thêm :4:
Dù học qua G98,G99 đã lâu nhưng do nguyên nhân chưa thực tế nên mình không phân biệt nổi,nhưng mới đi làm vài ngày qua có thực tế lệnh G81,G83 nên mình dễ nhớ hơn,xin giải thích chút hiểu biết của mình :1:.
G98 : Lùi về mặt phẳng xuất phát và thực hiện khoan lỗ tiếp theo đối với các mã lệnh khoan G81,83...
G99 : Lùi về mặt phẳng an toàn (mặt phẳng bắt đầu ăn dao với bước tiến F).
Còn đối với chương trình con mà bạn nói đó là 2 mã lệnh M98 và M99.
M98 : Gọi chương trình con thường đi kèm với P00000000.4 số 0 đầu là số lần lặp của chương trình con,4 số 0 sau là tên của chương trình con đã lập sẵn trên máy.
M99 : Kết thúc chương trình con.
Mong góp ý thêm :4:
Ðề: Chu trình con khi phay
Ở chỗ này mình đính chính với Hiếu chút là: Cấu trúc M98: M98 P---- L---- ( P là tên chương trình con, L là số lần lặp lại) như vậy mới đúng chứ không phải là P00000000 như Hiếu đâu.
Còn có một số máy gọi khác nhưng nhìn chung máy Fanuc dùng như vậy.
Dù học qua G98,G99 đã lâu nhưng do nguyên nhân chưa thực tế nên mình không phân biệt nổi,nhưng mới đi làm vài ngày qua có thực tế lệnh G81,G83 nên mình dễ nhớ hơn,xin giải thích chút hiểu biết của mình :1:.
G98 : Lùi về mặt phẳng xuất phát và thực hiện khoan lỗ tiếp theo đối với các mã lệnh khoan G81,83...
G99 : Lùi về mặt phẳng an toàn (mặt phẳng bắt đầu ăn dao với bước tiến F).
Còn đối với chương trình con mà bạn nói đó là 2 mã lệnh M98 và M99.
M98 : Gọi chương trình con thường đi kèm với P00000000.4 số 0 đầu là số lần lặp của chương trình con,4 số 0 sau là tên của chương trình con đã lập sẵn trên máy.
M99 : Kết thúc chương trình con.
Mong góp ý thêm :4:
G98 : Lùi về mặt phẳng xuất phát và thực hiện khoan lỗ tiếp theo đối với các mã lệnh khoan G81,83...
G99 : Lùi về mặt phẳng an toàn (mặt phẳng bắt đầu ăn dao với bước tiến F).
Còn đối với chương trình con mà bạn nói đó là 2 mã lệnh M98 và M99.
M98 : Gọi chương trình con thường đi kèm với P00000000.4 số 0 đầu là số lần lặp của chương trình con,4 số 0 sau là tên của chương trình con đã lập sẵn trên máy.
M99 : Kết thúc chương trình con.
Mong góp ý thêm :4:
Còn có một số máy gọi khác nhưng nhìn chung máy Fanuc dùng như vậy.
Last edited:
Ðề: Chu trình con khi phay
nói một cách dễ hiểu hơn là G98 là lùi dao về mức ban đầu lúc bắt đầu thực hiện các chu trình khoan cố định .
G99 là lùi dao về mức giá trị R trong cách chu trình khoan .( Mức R chưa trắc đã là mức an toàn ).M99 P(??) L là nhảy hẳn sang chương trình khác .Ơ ở mỗi chương trình con cần có M99 là để reset cái chương trình con đó về đầu chương trình đó , L là số lần lặp lại nếu chỉ chạy 1 lần thì có thể không ghi L ra cũng được (tức là L=1 thì không cần ghi L cũng được)
M98 p (??) là chuyển sang chương trình con ( tức là khi mình reset chương trình thì nó tự động đưa về trương trình mẹ , )
nói một cách dễ hiểu hơn là G98 là lùi dao về mức ban đầu lúc bắt đầu thực hiện các chu trình khoan cố định .
G99 là lùi dao về mức giá trị R trong cách chu trình khoan .( Mức R chưa trắc đã là mức an toàn ).M99 P(??) L là nhảy hẳn sang chương trình khác .Ơ ở mỗi chương trình con cần có M99 là để reset cái chương trình con đó về đầu chương trình đó , L là số lần lặp lại nếu chỉ chạy 1 lần thì có thể không ghi L ra cũng được (tức là L=1 thì không cần ghi L cũng được)
M98 p (??) là chuyển sang chương trình con ( tức là khi mình reset chương trình thì nó tự động đưa về trương trình mẹ , )
Q
Ðề: Chu trình con khi phay
chào các bác em mới vào diện dàn các bác cho em hỏi lệnh G10 trong máy phay cnc co y nghĩa gì vậy /? bác nao biết rõ giải thích em doạn chương trình này nhé em cảm ơn nhiỀU!
O2808
G0G90G80;
G91G28XOYOZ0M19;
G90G10L2P0X0Y0Z-763.8;
G10L2P01X215.6Y238.6Z210.11(B180);
G10L2P02X-210.1Y238.6Z215.50(B270);
G10L2P03X210.1Y238.6Z228.1(B90);
chào các bác em mới vào diện dàn các bác cho em hỏi lệnh G10 trong máy phay cnc co y nghĩa gì vậy /? bác nao biết rõ giải thích em doạn chương trình này nhé em cảm ơn nhiỀU!
O2808
G0G90G80;
G91G28XOYOZ0M19;
G90G10L2P0X0Y0Z-763.8;
G10L2P01X215.6Y238.6Z210.11(B180);
G10L2P02X-210.1Y238.6Z215.50(B270);
G10L2P03X210.1Y238.6Z228.1(B90);
Ðề: Chu trình con khi phay
Chương trình con là do hệ điều khiển trên máy hổ trợ.Do vậy khi nói đến chương trình con, ta phải nói rỏ là máy nào , hệ điều khiển đời nào.Mỗi phiên bản mới của hệ điều khiển có thể người ta đã thay đổi đôi chút về cấu trúc rồi.Do vậy nếu không nói rỏ mà đính chính như thế này thì nguy hiểm quá, đặc biệt cho những người lần đầu tiếp xúc với máy CNC.
Cấu trúc mà linkinpart đưa ra cũng đúng chứ không phải sai.Nhưng đó là của FANUC21M ,còn của thaihung là của FANUC OM,16M hay cũng có thể là cũ hơn.
Máy HAAS của công ty tớ còn có một lệnh dùng chương trình con nữa là:
%
O1234
....
M97 P1001 L2
...
M30
N1001
(CHUONG TRINH CON)
M99
Chương trình con ở đây không cần viết riêng ra ngoài thành một chương trình mới mà để ở cuối chương trình .Sau dòng lệnh M30. L2 là số lần gọi chương trình!
chúc vui!
Ở chỗ này mình đính chính với Hiếu chút là: Cấu trúc M98: M98 P---- L---- ( P là tên chương trình con, L là số lần lặp lại) như vậy mới đúng chứ không phải là P00000000 như Hiếu đâu.
Cấu trúc mà linkinpart đưa ra cũng đúng chứ không phải sai.Nhưng đó là của FANUC21M ,còn của thaihung là của FANUC OM,16M hay cũng có thể là cũ hơn.
Máy HAAS của công ty tớ còn có một lệnh dùng chương trình con nữa là:
%
O1234
....
M97 P1001 L2
...
M30
N1001
(CHUONG TRINH CON)
M99
Chương trình con ở đây không cần viết riêng ra ngoài thành một chương trình mới mà để ở cuối chương trình .Sau dòng lệnh M30. L2 là số lần gọi chương trình!
chúc vui!
Ðề: Chu trình con khi phay
lệnh G10 là lệnh nhập dữ liệu tự động bạn ạh.(với Funuc )
G10L2P01X215.6Y238.6Z210.11(B180);(đây là nhập giá trị bằng: X215.6 ,Y238.6 ,Z210.11 và (B180) vào tọa độ làm việc G54 của trung tâm gia công ngang )
L2 là nhập dữ liệu của tọa độ là việc (G54 ,G55,...G59.) với phần mở rộng G54.1 sẽ là L20
P01 là G54, P2 là G55 ... cứ thế G59 sẽ là P6.
lưu ý với G90 là nhập số mới hoàn toàn vào .
còn với G91 sẽ là cộng thêm với giá trị đã có.
chào các bác em mới vào diện dàn các bác cho em hỏi lệnh G10 trong máy phay cnc co y nghĩa gì vậy /? bác nao biết rõ giải thích em doạn chương trình này nhé em cảm ơn nhiỀU!
O2808
G0G90G80;
G91G28XOYOZ0M19;
G90G10L2P0X0Y0Z-763.8;
G10L2P01X215.6Y238.6Z210.11(B180);
G10L2P02X-210.1Y238.6Z215.50(B270);
G10L2P03X210.1Y238.6Z228.1(B90);
O2808
G0G90G80;
G91G28XOYOZ0M19;
G90G10L2P0X0Y0Z-763.8;
G10L2P01X215.6Y238.6Z210.11(B180);
G10L2P02X-210.1Y238.6Z215.50(B270);
G10L2P03X210.1Y238.6Z228.1(B90);
G10L2P01X215.6Y238.6Z210.11(B180);(đây là nhập giá trị bằng: X215.6 ,Y238.6 ,Z210.11 và (B180) vào tọa độ làm việc G54 của trung tâm gia công ngang )
L2 là nhập dữ liệu của tọa độ là việc (G54 ,G55,...G59.) với phần mở rộng G54.1 sẽ là L20
P01 là G54, P2 là G55 ... cứ thế G59 sẽ là P6.
lưu ý với G90 là nhập số mới hoàn toàn vào .
còn với G91 sẽ là cộng thêm với giá trị đã có.
Last edited:
M
Ðề: Chu trình con khi phay
Mình cũng góp thêm vài ý cho bạn nè:
G98 và G99 dùng trong các chu trình khoan (G73/G83) hoặc chu trình taro ren phải hoặc trái (G84/G74)
Nếu dùng G98 trước lệnh của chu trình thì sau khi thực hiện xong chu trình, nó sẽ lùi dao về mặt phẳng z trước đó
ví dụ: G0 X.........Y..........Z10
G98 G73 X........Y...........Z-20 P.......Q...........F........
thì sau khi khoan xong nó lùi dao về mặt phẳng z=10
Còn nếu dùng G99 thì phải khai báo thêm biến R, sau khi thực hiện xong chu trình, lùi dao về mặt phẳng z= thông số của R
ví dụ: G0 X....Y....Z10
G99 G73 X...Y....Z-20 R5 P........Q........F............
thì sau khi khoan xong, dao sẽ lùi về mặt phẳng z=5
Xin góp ý thêm chỗ M98 và M99
Tùy vào mỗi hệ điều khiển mà thông số lặp lại và số hiệu chu trình con sẽ khác
ví dụ như hệ FANUC cho máy concept mill 55 hoặc concept turn 250 thì chương trình con gọi sẽ là:
M98 pxxxxxx trong đó xx đầu là số lần lặp lại còn 4 chữ xxxx sau là số hiệu của chương trình con.
m99: kết thúc thục hiện chương trình con.
Một số hệ hiều khiển khác thì cách gọi khác và kết thúc chương trình con khác, ví dụ như:
L1245 P02
trong đó L: gọi chương trình con
1245: số hiệu chương trình con
P02: lặp lại chương trình con 2 lần (tối đa là 99)
M17: kết thúc chương trình con
Hoặc theo một số cách gọi mà mấy anh đã đề cập ở trên.
Nói chung tùy vào hệ điều khiển và mỗi loại máy mà viết chương trình cho phù hợp.
hi, mình góp ý vậy đó, có gì anh em chỉ bảo thêm
em vừa học lập trình xong nhưng về lệnh G98 G99 em không hiểu cho lắm(không biết cách sử dụng lệnh)anh,em nào có thể giúp đỡ mình với
G98 và G99 dùng trong các chu trình khoan (G73/G83) hoặc chu trình taro ren phải hoặc trái (G84/G74)
Nếu dùng G98 trước lệnh của chu trình thì sau khi thực hiện xong chu trình, nó sẽ lùi dao về mặt phẳng z trước đó
ví dụ: G0 X.........Y..........Z10
G98 G73 X........Y...........Z-20 P.......Q...........F........
thì sau khi khoan xong nó lùi dao về mặt phẳng z=10
Còn nếu dùng G99 thì phải khai báo thêm biến R, sau khi thực hiện xong chu trình, lùi dao về mặt phẳng z= thông số của R
ví dụ: G0 X....Y....Z10
G99 G73 X...Y....Z-20 R5 P........Q........F............
thì sau khi khoan xong, dao sẽ lùi về mặt phẳng z=5
Xin góp ý thêm chỗ M98 và M99
Tùy vào mỗi hệ điều khiển mà thông số lặp lại và số hiệu chu trình con sẽ khác
ví dụ như hệ FANUC cho máy concept mill 55 hoặc concept turn 250 thì chương trình con gọi sẽ là:
M98 pxxxxxx trong đó xx đầu là số lần lặp lại còn 4 chữ xxxx sau là số hiệu của chương trình con.
m99: kết thúc thục hiện chương trình con.
Một số hệ hiều khiển khác thì cách gọi khác và kết thúc chương trình con khác, ví dụ như:
L1245 P02
trong đó L: gọi chương trình con
1245: số hiệu chương trình con
P02: lặp lại chương trình con 2 lần (tối đa là 99)
M17: kết thúc chương trình con
Hoặc theo một số cách gọi mà mấy anh đã đề cập ở trên.
Nói chung tùy vào hệ điều khiển và mỗi loại máy mà viết chương trình cho phù hợp.
hi, mình góp ý vậy đó, có gì anh em chỉ bảo thêm
Last edited:
Q
Ðề: Chu trình con khi phay
chào các bác em mới vào diện dàn các bác cho em hỏi lệnh G10 trong máy phay cnc co y nghĩa gì vậy /? bác nao biết rõ giải thích em doạn chương trình này nhé em cảm ơn nhiỀU!
O2808
G0G90G80;
G91G28XOYOZ0M19;
G90G10L2P0X0Y0Z-763.8;
G10L2P01X215.6Y238.6Z210.11(B180);
G10L2P02X-210.1Y238.6Z215.50(B270);
G10L2P03X210.1Y238.6Z228.1(B90);
lệnh G10 là lệnh nhập dữ liệu tự động bạn ạh.(với Funuc )
G10L2P01X215.6Y238.6Z210.11(B180);(đây là nhập giá trị bằng: X215.6 ,Y238.6 ,Z210.11 và (B180) vào tọa độ làm việc G54 của trung tâm gia công ngang )
L2 là nhập dữ liệu của tọa độ là việc (G54 ,G55,...G59.) với phần mở rộng G54.1 sẽ là L20
P01 là G54, P2 là G55 ... cứ thế G59 sẽ là P6.
lưu ý với G90 là nhập số mới hoàn toàn vào .
còn với G91 sẽ là cộng thêm với giá trị đã có.
chào anh . cảm ơn anh vì đã trả lồi câu hỏi của em.
g10 em hiều là lênh set gốc tọa dộ của phôi .(tức là dịch chuyen tọa độ phôi trùng vói tọa dộ máy)
nhưng em muốn biết lam cách nào để xác định các giá trị xyz.
mong anh dungkr và mọi người chỉ dùm em cái/
anh như hình ở korea anh có số điện thoại cho em em xin trao đỏi thêm.
chào các bác em mới vào diện dàn các bác cho em hỏi lệnh G10 trong máy phay cnc co y nghĩa gì vậy /? bác nao biết rõ giải thích em doạn chương trình này nhé em cảm ơn nhiỀU!
O2808
G0G90G80;
G91G28XOYOZ0M19;
G90G10L2P0X0Y0Z-763.8;
G10L2P01X215.6Y238.6Z210.11(B180);
G10L2P02X-210.1Y238.6Z215.50(B270);
G10L2P03X210.1Y238.6Z228.1(B90);
lệnh G10 là lệnh nhập dữ liệu tự động bạn ạh.(với Funuc )
G10L2P01X215.6Y238.6Z210.11(B180);(đây là nhập giá trị bằng: X215.6 ,Y238.6 ,Z210.11 và (B180) vào tọa độ làm việc G54 của trung tâm gia công ngang )
L2 là nhập dữ liệu của tọa độ là việc (G54 ,G55,...G59.) với phần mở rộng G54.1 sẽ là L20
P01 là G54, P2 là G55 ... cứ thế G59 sẽ là P6.
lưu ý với G90 là nhập số mới hoàn toàn vào .
còn với G91 sẽ là cộng thêm với giá trị đã có.
chào anh . cảm ơn anh vì đã trả lồi câu hỏi của em.
g10 em hiều là lênh set gốc tọa dộ của phôi .(tức là dịch chuyen tọa độ phôi trùng vói tọa dộ máy)
nhưng em muốn biết lam cách nào để xác định các giá trị xyz.
mong anh dungkr và mọi người chỉ dùm em cái/
anh như hình ở korea anh có số điện thoại cho em em xin trao đỏi thêm.
Q
Ðề: Chu trình con khi phay
anh dungkr ơi .
cảm ơn vi dá trả lởi câu hỏi của em!
em biết G10 là lệnh thiết lập tọa độ phôi (tức là dịch chuyển tọa dộ phôi trùng với tọa độ máy)
nhưng em không hiểu cách xác định các giá trị xyz trong câu lệnh .anh dungkr chi dùm em nhé.
hình nhu anh o korea thì phải có sdt cho em em xin trao dổi thêm nhé!em cảm ơn!
anh dungkr ơi .
cảm ơn vi dá trả lởi câu hỏi của em!
em biết G10 là lệnh thiết lập tọa độ phôi (tức là dịch chuyển tọa dộ phôi trùng với tọa độ máy)
nhưng em không hiểu cách xác định các giá trị xyz trong câu lệnh .anh dungkr chi dùm em nhé.
hình nhu anh o korea thì phải có sdt cho em em xin trao dổi thêm nhé!em cảm ơn!
Ðề: Chu trình con khi phay
-------> Bác thaihung bên trung tâm Tinh Việt đây phải không, hình như là bác có phần nhầm lẫn trong câu lệnh M98 ở đây thì phải, công nhận là bác nói đúng nhưng khi nghe qua câu trả lời của bác là tôi đoán có 2 trường hợp thế này : 1 là bác chưa bao giờ tao tác với máy thật, 2 là hồi đó giờ bác chỉ được thực tập trên 1 máy, Cái cấu trúc M98Pxxxxyyyy là đúng nhé (nó dùng cho hệ Oi), còn cấu trúc M98PxxxxLyyyy cũng đúng luôn nhé (tôi chỉ biết nó dùng cho hệ 32i và thêm một số hệ gì nữa mà thôi quên mất tên rồi, mấy hệ khác tôi chưa thử), một số đời máy mới của đài loan sử dụng M97PxxxxLyyyy nữa nhé. Góp ý cái này nhé, làm cái ngành của bác thì bác phải cứng về mấy vụ này mới có thể dạy được người ta nhé, đừng khăn khăn "ta chỉ biết có cái này thì ta dạy cái này, mấy thứ khác miễn bàn nhé", hay đừng đỗ lỗi cho "tiền học phí loại nào thì chất lượng giảng dạy đó nhé". Thân, có gì sai sót mong ace trong 4rum bỏ qua và tận tình góp ý !
Ở chỗ này mình đính chính với Hiếu chút là: Cấu trúc M98: M98 P---- L---- ( P là tên chương trình con, L là số lần lặp lại) như vậy mới đúng chứ không phải là P00000000 như Hiếu đâu.
Ðề: Chu trình con khi phay
Ở đây bạn nên chú ý những câu nói của mình .
Thứ nhất có thể do mình thiếu nhưng với mình mình lập trình cho máy CNC 2 năm rồi bạn ạ, May 6M, 10M, 18 Oi đều sử dụng là M98 P.....L..... nên có thể những máy khác mình chưa lập trình có thể thiếu chỗ này, nhưng ai cũng vậy thôi đâu có thể biết hết được phải không, còn về việc giảng dạy của mình bạn nên tôn trọng nhau đừng có phát biểu bừa bãi.
Thứ 2 mình góp ý với mọi người để cùng nhau học hỏi thêm về kiến thưc thôi bạn cũng vậy bạn nên chớ câu :"nếu bạn muốn người khác tôn trọng bạn thì bạn nên tôn trọng người ta trước".
Ở đây bạn nên chú ý những câu nói của mình .
Thứ nhất có thể do mình thiếu nhưng với mình mình lập trình cho máy CNC 2 năm rồi bạn ạ, May 6M, 10M, 18 Oi đều sử dụng là M98 P.....L..... nên có thể những máy khác mình chưa lập trình có thể thiếu chỗ này, nhưng ai cũng vậy thôi đâu có thể biết hết được phải không, còn về việc giảng dạy của mình bạn nên tôn trọng nhau đừng có phát biểu bừa bãi.
Thứ 2 mình góp ý với mọi người để cùng nhau học hỏi thêm về kiến thưc thôi bạn cũng vậy bạn nên chớ câu :"nếu bạn muốn người khác tôn trọng bạn thì bạn nên tôn trọng người ta trước".
Ðề: Chu trình con khi phay
Về câu lệnh gọi chương trình con thì Hùng phân tích thế là đúng rồi , mình từng dùng qua 6M 10M 11M 15M 18iM 21M 31iM , thậm chí Mitsubitshi cũng tương tự. Hệ điều khiển ngoài chính hãng còn có các biến thể...không mấy ai biết hết được. Bạn chau2707 không nên nói thiếu tích cực như thế , biển học vô bờ , có gì thiếu sót sẽ trao đổi thoải mái trên tinh thần tôn trọng và cầu thị.
Về câu lệnh gọi chương trình con thì Hùng phân tích thế là đúng rồi , mình từng dùng qua 6M 10M 11M 15M 18iM 21M 31iM , thậm chí Mitsubitshi cũng tương tự. Hệ điều khiển ngoài chính hãng còn có các biến thể...không mấy ai biết hết được. Bạn chau2707 không nên nói thiếu tích cực như thế , biển học vô bờ , có gì thiếu sót sẽ trao đổi thoải mái trên tinh thần tôn trọng và cầu thị.
Ðề: Chu trình con khi phay
trả lời bạn nhé . G10L2P1 ( HOẶC P2 . P3 .P4 ...) CÓ NGHĨA LÀ TƯƠNG ĐƯƠNG VÀ ĐƯỢC COI LÀ G54 ĐẾN G59. G10 LÀ QUÁ TRÌNH BẮT ĐẦU CÀI ĐẶT GỐC TỌA ĐỘ . VÍ DỤ THAY VÌ SỬ DỤNG G10 L2 P1 THIG MÌNH CÓ THỂ SỬ DỤNG G90G54..... GIỐNG NHAU THÔI . CÒN B LÀ GÓC QUAY CỦA PALET CỦA MÁY . MÌNH ĐOÁN ĐÂY LÀ MÁY CÓ PALET CHẮC MÁY 5 TRỤC À
đoạn đàu của bạn sai rùi . Nó là g91g28x0y0z0 chứ không phải xoyozo.
trả lời bạn nhé . G10L2P1 ( HOẶC P2 . P3 .P4 ...) CÓ NGHĨA LÀ TƯƠNG ĐƯƠNG VÀ ĐƯỢC COI LÀ G54 ĐẾN G59. G10 LÀ QUÁ TRÌNH BẮT ĐẦU CÀI ĐẶT GỐC TỌA ĐỘ . VÍ DỤ THAY VÌ SỬ DỤNG G10 L2 P1 THIG MÌNH CÓ THỂ SỬ DỤNG G90G54..... GIỐNG NHAU THÔI . CÒN B LÀ GÓC QUAY CỦA PALET CỦA MÁY . MÌNH ĐOÁN ĐÂY LÀ MÁY CÓ PALET CHẮC MÁY 5 TRỤC À
chào các bác em mới vào diện dàn các bác cho em hỏi lệnh g10 trong máy phay cnc co y nghĩa gì vậy /? Bác nao biết rõ giải thích em doạn chương trình này nhé em cảm ơn nhiều!
O2808
g0g90g80;
g91g28xoyoz0m19;
g90g10l2p0x0y0z-763.8;
g10l2p01x215.6y238.6z210.11(b180);
g10l2p02x-210.1y238.6z215.50(b270);
g10l2p03x210.1y238.6z228.1(b90);
O2808
g0g90g80;
g91g28xoyoz0m19;
g90g10l2p0x0y0z-763.8;
g10l2p01x215.6y238.6z210.11(b180);
g10l2p02x-210.1y238.6z215.50(b270);
g10l2p03x210.1y238.6z228.1(b90);
Last edited by a moderator:
Ðề: Chu trình con khi phay
làm sao mà giống nhau được bạn ?
G10 L2 P1( X Y Z A B ...) . là lệnh nhập những dữ liệu (XYZA B....) làm tọa độ phôi G54.
G90G54(G1 hoặc G0 .. ) (XYZAB....) là di chuyển .đối đến gốc phôi G54.
trả lời bạn nhé . G10L2P1 ( HOẶC P2 . P3 .P4 ...) CÓ NGHĨA LÀ TƯƠNG ĐƯƠNG VÀ ĐƯỢC COI LÀ G54 ĐẾN G59. G10 LÀ QUÁ TRÌNH BẮT ĐẦU CÀI ĐẶT GỐC TỌA ĐỘ . VÍ DỤ THAY VÌ SỬ DỤNG G10 L2 P1 THIG MÌNH CÓ THỂ SỬ DỤNG G90G54..... GIỐNG NHAU THÔI . CÒN B LÀ GÓC QUAY CỦA PALET CỦA MÁY . MÌNH ĐOÁN ĐÂY LÀ MÁY CÓ PALET CHẮC MÁY 5 TRỤC À
G10 L2 P1( X Y Z A B ...) . là lệnh nhập những dữ liệu (XYZA B....) làm tọa độ phôi G54.
G90G54(G1 hoặc G0 .. ) (XYZAB....) là di chuyển .đối đến gốc phôi G54.
Ðề: Chu trình con khi phay
tại sao lại không giống nhau? G54 đến G59 cũng là những lệnh cài đặt gốc tọa độ mà ! G10 L2 P(1...6) thì nó cũng cài đặt gốc tọa độ tương ứng với G54 đến G59 mà ! Bạn nên xem lại cho chính xác nhé ! Mình không nói sai đâu !
làm sao mà giống nhau được bạn ?
G10 L2 P1( X Y Z A B ...) . là lệnh nhập những dữ liệu (XYZA B....) làm tọa độ phôi G54.
G90G54(G1 hoặc G0 .. ) (XYZAB....) là di chuyển .đối đến gốc phôi G54.
G10 L2 P1( X Y Z A B ...) . là lệnh nhập những dữ liệu (XYZA B....) làm tọa độ phôi G54.
G90G54(G1 hoặc G0 .. ) (XYZAB....) là di chuyển .đối đến gốc phôi G54.