Nếu tôi là thầy giáo của em thì bản vẽ này tôi cho điểm Zero. Vì
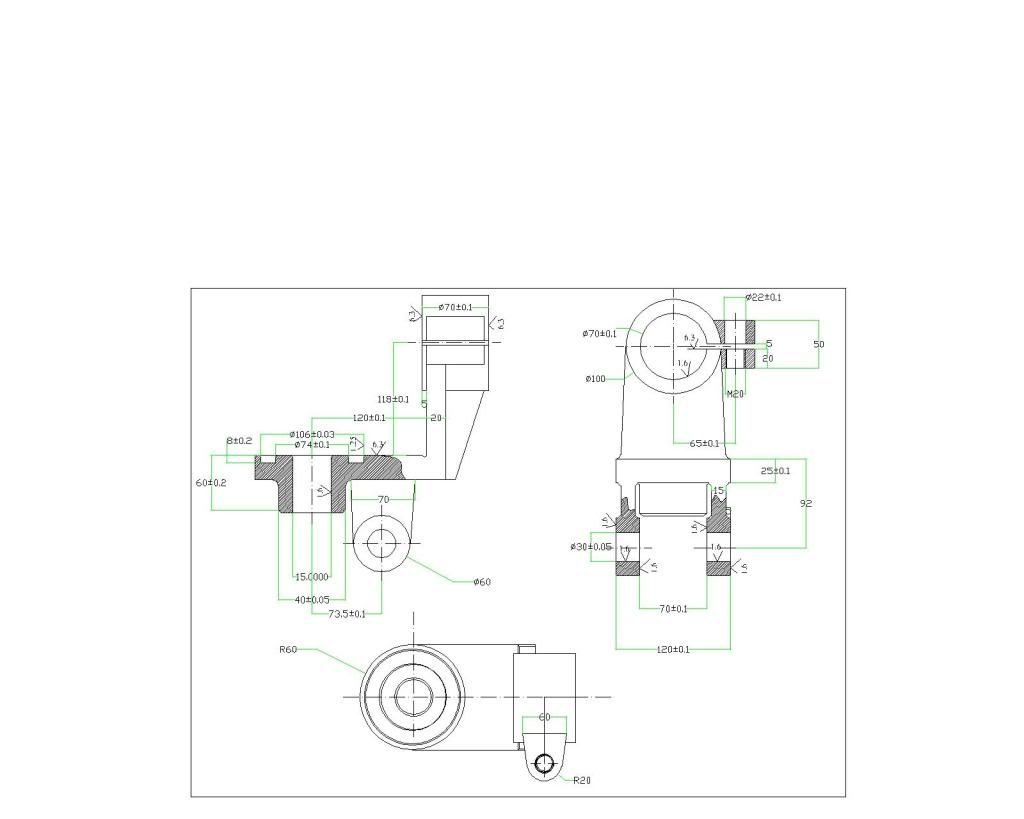
1) Em vẽ bản vẽ không tuân theo quy tắc tam giác pháp.
2) Em ghi kích thước lung tung lang tang, một cách tùy tiện. Không biết con mắt của tôi có lèm nhèm không chứ tôi thấy cái kích thước 40m của em nó dài hơn cái chiều dày 60mm.
3) Muốn cho thợ dễ gia công thì trong bản vẽ em phải chỉ thị mặt chuẩn gia công trước cũng như nguyên điểm của bản vẽ từ đó người thợ mới theo mặt chuẩn và điểm gốc của bản vẽ mà gia công các công đoạn kế tiếp. Nếu không thì người thợ không biết chỗ nào mà lần cứ gia công đại cho giống cái hình em vẽ thì có khả năng không thể lắp ráp với chi tiết khác.
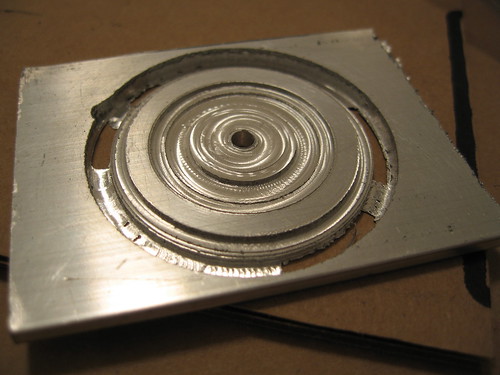
Về cách gia công cái lỗ và cái rãnh này thì cũng đơn giản thôi. Nếu không chạy bằng máy NC thì em nên dùng máy phay với titling table ( tiếng vn tôi không biết kêu là cái gì , gọi là mâm quay chăng, tham khảo vài cái hình bên dưới) . Em làm một cái đồ gá kẹp cái phôi đúc lên trên cái Titling table , lấy tâm xong thì cho gọt mặt phẳng trên trước, tiếp theo đục lỗ phi 15 trước bằng mũi khoan và mũi reamers (nếu muốn chính xác), khi khoan lỗ thì nên khoan mồi bằng mũi nhỏ trước , xong rồi thay mũi flat endmill có đường kính nhỏ hơn 16 (để gia công thô, ví dụ 15.6mm chẳng hạn, nếu không có mũi này thì phải chịu khó di động trục x, hay y của bàn máy), quay máy phay cho di động cự ly 45mm theo chiều x hoặc y gì cũng được , kéo trục chính xuống cho máy quay , bắt đầu gia công thì em quay cái titling table này, quay hết 360 độ thì xong một đường , cứ vậy quay xuống cho gần tới vị trí gia công tinh ( chừa khoảng 0.2 mm ) . Bước tiếp theo thay mũi phay flat endmill có đường kính 16mm vào và cũng làm tương tự để gia công tinh lại đến vị trí chiều sâu cuối cùng 6 hay 8mm gì đó, (hình nhìn không rõ ).
Còn nếu có máy tiện thì chỉ cần làm đồ gá kẹp sản phẩm vào mâm , gọt thôi.
Ý kiến của MTAM thì cũng hay vì có thể bảo đảm độ đồng tâm nhưng mà cái mũi đục một lần như ý của em thứ nhất thì tiền đặt mũi đặc chế rất mắc, ỡ japan mà đặt mài cái mũi như vậy thì giá cả ngàn đô như chơi. Thứ nhì theo kinh nghiệm của tôi thì độ chính xác không chắc là bảo đảm. Cự ly từ tâm lỗ mà em này muốn đục đến bờ vách tường đứng 120 mm nên chuck thông thường của máy phay thường chỉ phi 50 nên chắc chắn là không đụng . Nếu chiều sâu không đủ vì không mua được mũi phay dài thì có thể dùng baby chuck gắn vào trục chính để kẹp.