Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling syst
- Thread starter vietphuock04
- Ngày mở chủ đề

M
Author
Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
hi,
trong các nguyên công chính trong gia công, có lẽ phần tạo ren là bí ẩn nhất. vừa qua, có nghe anh Ipumkin có nói đến taro nén, anh có thể viết một bài chi tiết được không ?
TKS.
hi,
trong các nguyên công chính trong gia công, có lẽ phần tạo ren là bí ẩn nhất. vừa qua, có nghe anh Ipumkin có nói đến taro nén, anh có thể viết một bài chi tiết được không ?
TKS.
Last edited:
N
Trong các ca khó của sản xuất gia công cắt gọt, nhiều trường hợp là gia công ren bằng Taro. Việc này tưởng chừng đơn giản chỉ cần khoan xong và taro là xong, nhưng thực tế nếu vật liệu gia công là các loại Gang cứng, hoặc các loại Inconel có độ mài mòn cao, độ dai và cứng cao thì để tìm được Taro phù hợp là rất khó.
Mình đã từng gặp loại vật liệu là ич210X30г có độ cứng 56-60 HRC đã làm nản lòng rất nhiều hãng, mình đã phải gửi Mẫu sang Đức để họ test thử.
Mình chia sẻ một số hình ảnh test thử bên Đức




Mình đã từng gặp loại vật liệu là ич210X30г có độ cứng 56-60 HRC đã làm nản lòng rất nhiều hãng, mình đã phải gửi Mẫu sang Đức để họ test thử.
Mình chia sẻ một số hình ảnh test thử bên Đức
Author
Ðề: Re: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Thank all above,
Mình rất thích tìm hiểu về thread making, nhưng tài liệu không nhiều.
Nếu phân loại theo tiêu chuẩn thì có : hệ m , hệ Anh, và hệ ren ống nước, dầu khí. Trong đó ren hệ m được dùng rộng rãi và tương đối đơn giản. Ren hệ Anh phức tạp hơn một chút , vd BSP, BSPT. Và hay nhất là ren dầu khí, loại này không phổ biến về tài liệu , thông tin, hãng bán cutting tools phải có bản quyền, bên gia công phải mua bản quyền và end user cũng vậy. Mình từng làm việc với một công ty gia công, mua bản quyền để được gia công ren với giá 100,000 usd.
Nếu phân theo phương pháp tạo ren thì có nhiều: tiện ren, phay ren, taro, cán ren....
Mình mới nghe nói có Taro nén , chi tiết sau khi taro sẽ có dk nhỏ hơn dk mũi taro, nhưng chưa tìm hiểu được,, ai biết thì Share nha.
TKS.
Thank all above,
Mình rất thích tìm hiểu về thread making, nhưng tài liệu không nhiều.
Nếu phân loại theo tiêu chuẩn thì có : hệ m , hệ Anh, và hệ ren ống nước, dầu khí. Trong đó ren hệ m được dùng rộng rãi và tương đối đơn giản. Ren hệ Anh phức tạp hơn một chút , vd BSP, BSPT. Và hay nhất là ren dầu khí, loại này không phổ biến về tài liệu , thông tin, hãng bán cutting tools phải có bản quyền, bên gia công phải mua bản quyền và end user cũng vậy. Mình từng làm việc với một công ty gia công, mua bản quyền để được gia công ren với giá 100,000 usd.
Nếu phân theo phương pháp tạo ren thì có nhiều: tiện ren, phay ren, taro, cán ren....
Mình mới nghe nói có Taro nén , chi tiết sau khi taro sẽ có dk nhỏ hơn dk mũi taro, nhưng chưa tìm hiểu được,, ai biết thì Share nha.
TKS.
Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
em có 1 câu hỏi em đang thắc mắc mong được các bác tư vấn.
đối với vật liệu SS40 chưa tôi, đặc tính dẽo.
vậy thì chúng ta dùng loại Tap nào cho thích hợp vậy các bác ?
hiện tại dùng loại Tap với nhóm vật liệu dùng cho thép nhưng kết quả không khả quan lắm. hay bị mẻ.
thanks!
em có 1 câu hỏi em đang thắc mắc mong được các bác tư vấn.
đối với vật liệu SS40 chưa tôi, đặc tính dẽo.
vậy thì chúng ta dùng loại Tap nào cho thích hợp vậy các bác ?
hiện tại dùng loại Tap với nhóm vật liệu dùng cho thép nhưng kết quả không khả quan lắm. hay bị mẻ.
thanks!
Last edited:
Author
Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Hi,
Bạn nói là vl SS40, bạn có thể up data sheet cụ thể được không. Mình cũng seach nhưng thấy không có kết quả nào phù hợp:
Bạn nói vl này dẻo, dính vậy bạn thử dùng grade cho inox chưa, và dùng mũi taro bằng HSS thử xem.
Hi,
Bạn nói là vl SS40, bạn có thể up data sheet cụ thể được không. Mình cũng seach nhưng thấy không có kết quả nào phù hợp:
Bạn nói vl này dẻo, dính vậy bạn thử dùng grade cho inox chưa, và dùng mũi taro bằng HSS thử xem.
N
Re: Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Taro cho inox bạn phải chọn loại taro chuyên cho Inox, loại này thường làm bằng HSS-E, phủ bề mặt và có thể có thêm một lớp phủ bôi trơn nữa. Điều chú ý khi taro Inox là dầu taro, nên dùng loại dầu chuyên cho taro Inox (cái này các hãng sx đều có) và taro với vận tốc chậm hơn so với taro cho thép.
em có 1 câu hỏi em đang thắc mắc mong được các bác tư vấn.
đối với vật liệu SS40 chưa tôi, đặc tính dẽo.
vậy thì chúng ta dùng loại Tap nào cho thích hợp vậy các bác ?
hiện tại dùng loại Tap với nhóm vật liệu dùng cho thép nhưng kết quả không khả quan lắm. hay bị mẻ.
thanks!
đối với vật liệu SS40 chưa tôi, đặc tính dẽo.
vậy thì chúng ta dùng loại Tap nào cho thích hợp vậy các bác ?
hiện tại dùng loại Tap với nhóm vật liệu dùng cho thép nhưng kết quả không khả quan lắm. hay bị mẻ.
thanks!
Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
em xin đính chính lại 1 tí là Tap cho nhóm vật liệu Thép và có cả Inox.
chắc có thể là do chưa có dầu bôi trơn như các bác trên phân tích.
em có 1 câu hỏi em đang thắc mắc mong được các bác tư vấn.
đối với vật liệu SS40 chưa tôi, đặc tính dẽo.
vậy thì chúng ta dùng loại Tap nào cho thích hợp vậy các bác ?
hiện tại dùng loại Tap với nhóm vật liệu dùng cho thép nhưng kết quả không khả quan lắm. hay bị mẻ.
thanks!
đối với vật liệu SS40 chưa tôi, đặc tính dẽo.
vậy thì chúng ta dùng loại Tap nào cho thích hợp vậy các bác ?
hiện tại dùng loại Tap với nhóm vật liệu dùng cho thép nhưng kết quả không khả quan lắm. hay bị mẻ.
thanks!
chắc có thể là do chưa có dầu bôi trơn như các bác trên phân tích.
N
Re: Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Bạn này mới vào nghề kinh doanh cutting tools, hôm nọ có nói chuyện qua mail và skype thì phải.
em xin đính chính lại 1 tí là Tap cho nhóm vật liệu Thép và có cả Inox.
chắc có thể là do chưa có dầu bôi trơn như các bác trên phân tích.
chắc có thể là do chưa có dầu bôi trơn như các bác trên phân tích.
A
Ðề: Re: Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Chào các anh
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Chào các anh
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Ðề: Re: Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Ren trong thì cũng có thể Taro nhưng ren ngoài làm sao Taro được bạn nhỉ ?. Thử tiện ren xem sao.
Chào các anh
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Ren trong thì cũng có thể Taro nhưng ren ngoài làm sao Taro được bạn nhỉ ?. Thử tiện ren xem sao.
Author
Ðề: Re: Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Chào bạn,
Theo như bạn nói:
-phôi: Phi 30, dày 0.6, vật liệu là tôn ( có thể bằng nhôm, vl không chứa sắt...)
-Taro TAFLET là Tarô không tạo phoi, dùng tarô nhôm, Magnesium, vật liệu không có sắt.
Không biết bên bạn cần M30 ,bước bao nhiêu ? vì chiều cao ren thông thường chiều cao ren =0.8 bước. Giả sử M30x2 thì chiều cao ren =1.6, trong khi đó ống dày 0,6. ( có thể dùng taro nén hay loại nào đó mà mình chưa được biết
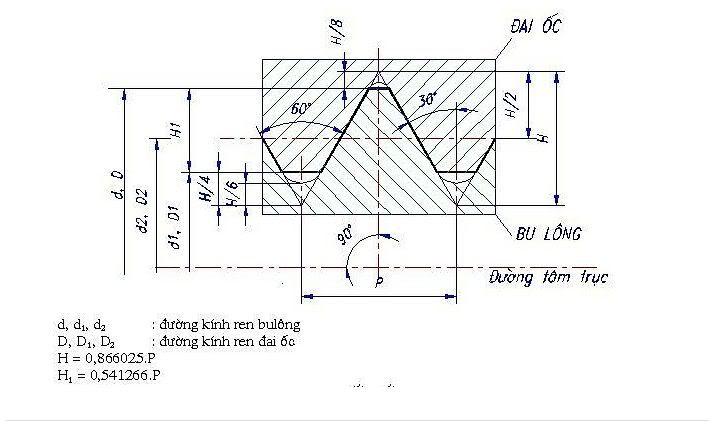
Vậy, vấn đề là nếu taro thông thường thì chiều cao ren quá bề dày.
Chỉ có thể điều chỉnh bằng phương pháp tiện .
Đúng như anh Ipumkin nói, là ren ngoài thì tiện hoặc bàn ren.
Chào các anh
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Theo như bạn nói:
-phôi: Phi 30, dày 0.6, vật liệu là tôn ( có thể bằng nhôm, vl không chứa sắt...)
-Taro TAFLET là Tarô không tạo phoi, dùng tarô nhôm, Magnesium, vật liệu không có sắt.
Không biết bên bạn cần M30 ,bước bao nhiêu ? vì chiều cao ren thông thường chiều cao ren =0.8 bước. Giả sử M30x2 thì chiều cao ren =1.6, trong khi đó ống dày 0,6. ( có thể dùng taro nén hay loại nào đó mà mình chưa được biết
Vậy, vấn đề là nếu taro thông thường thì chiều cao ren quá bề dày.
Chỉ có thể điều chỉnh bằng phương pháp tiện .
Đúng như anh Ipumkin nói, là ren ngoài thì tiện hoặc bàn ren.
B
Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Em chào các bác, em mới đi làm về ngành dụng cụ cắt này, có trường hợp này các bác tư vấn cho em với:
Vật liệu SUS 303.
Gia công trên máy tiện CNC:
Step 1: mũi dấu (Vát mép)
Step 2: Khoan Ø1.82 sâu 7.5mm
Step 3: Taro M2x0.4 Vc = 400 v/ph. Sâu 4mm
Step 4: Tiện cắt đứt
Step 5: Vát mép đầu còn lại.
Em đang mắc về vấn đề taro: Hiện tại là máy đang sử dụng mũi taro ép ren OSG 21632 đầu colet ER16 có dịch chỉnh dọc trục. Nhưng rất hay bị gãy taro, nên em muốn thay mũi taro mới của Guhring 1017 M2x04. Cả 2 loại trên đều là taro ép ren có phủ TiN. Nhưng chỉ được 600 sản phẩm là mũi Guhring cũng bị gãy, có bác nào hay sử dụng Guhring thì cho em biết chế độ cắt của con ép ren này. Dầu bôi trơn em đang sử dụng là Niet oil ( Dầu không pha nước).
Còn nữa là trong catalog của OSG cho vận tốc cắt là 5-8 m/min của Guhring là 15-20 m/min, còn chạy thật là 400 v/ph(2.5 m/min). Chế độ cắt nào là phù hợp ạ.
Em xin cảm ơn!
Em chào các bác, em mới đi làm về ngành dụng cụ cắt này, có trường hợp này các bác tư vấn cho em với:
Vật liệu SUS 303.
Gia công trên máy tiện CNC:
Step 1: mũi dấu (Vát mép)
Step 2: Khoan Ø1.82 sâu 7.5mm
Step 3: Taro M2x0.4 Vc = 400 v/ph. Sâu 4mm
Step 4: Tiện cắt đứt
Step 5: Vát mép đầu còn lại.
Em đang mắc về vấn đề taro: Hiện tại là máy đang sử dụng mũi taro ép ren OSG 21632 đầu colet ER16 có dịch chỉnh dọc trục. Nhưng rất hay bị gãy taro, nên em muốn thay mũi taro mới của Guhring 1017 M2x04. Cả 2 loại trên đều là taro ép ren có phủ TiN. Nhưng chỉ được 600 sản phẩm là mũi Guhring cũng bị gãy, có bác nào hay sử dụng Guhring thì cho em biết chế độ cắt của con ép ren này. Dầu bôi trơn em đang sử dụng là Niet oil ( Dầu không pha nước).
Còn nữa là trong catalog của OSG cho vận tốc cắt là 5-8 m/min của Guhring là 15-20 m/min, còn chạy thật là 400 v/ph(2.5 m/min). Chế độ cắt nào là phù hợp ạ.
Em xin cảm ơn!
Last edited by a moderator:
Ðề: Re: Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Taro ren ngoài thì có nhưng với đường kính 30mm thì to quá nên không có đầu taro ngoài cho sp này
Chào các anh
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Em cần taro ren trong và ren ngoài cho 1 ống bằng tôn đường kính 30 mm. Ống dầy 0.6 mm. Tìm trên mạng thấy có Tarô TAFLET - tarô không tạo phoi nhưng chỉ tối đa đến M10.
Có anh nào biết phương pháp xin chỉ cho em với
Xin cảm ơn
Author
Ðề: Nơi trao đổi về cutting tools ( milling, turning, drilling, hole making, thread making, tooling system...)
Mình đang tìm hiểu về vắn đề của bạn, bạn có thể cung cấp thêm thông tin:
-Bạn gia công trên máy nào, hiệu gì.
-Sản lượng / tháng, năm.
-Hệ thống kẹp: abor, bầu kẹp, colet...?
Em chào các bác, em mới đi làm về ngành dụng cụ cắt này, có trường hợp này các bác tư vấn cho em với:
Vật liệu SUS 303.
Gia công trên máy tiện CNC:
Step 1: mũi dấu (Vát mép)
Step 2: Khoan Ø1.82 sâu 7.5mm
Step 3: Taro M2x0.4 Vc = 400 v/ph. Sâu 4mm
Step 4: Tiện cắt đứt
Step 5: Vát mép đầu còn lại.
Em đang mắc về vấn đề taro: Hiện tại là máy đang sử dụng mũi taro ép ren OSG 21632 đầu colet ER16 có dịch chỉnh dọc trục. Nhưng rất hay bị gãy taro, nên em muốn thay mũi taro mới của Guhring 1017 M2x04. Cả 2 loại trên đều là taro ép ren có phủ TiN. Nhưng chỉ được 600 sản phẩm là mũi Guhring cũng bị gãy, có bác nào hay sử dụng Guhring thì cho em biết chế độ cắt của con ép ren này. Dầu bôi trơn em đang sử dụng là Niet oil ( Dầu không pha nước).
Còn nữa là trong catalog của OSG cho vận tốc cắt là 5-8 m/min của Guhring là 15-20 m/min, còn chạy thật là 400 v/ph(2.5 m/min). Chế độ cắt nào là phù hợp ạ.
Em xin cảm ơn!
Vật liệu SUS 303.
Gia công trên máy tiện CNC:
Step 1: mũi dấu (Vát mép)
Step 2: Khoan Ø1.82 sâu 7.5mm
Step 3: Taro M2x0.4 Vc = 400 v/ph. Sâu 4mm
Step 4: Tiện cắt đứt
Step 5: Vát mép đầu còn lại.
Em đang mắc về vấn đề taro: Hiện tại là máy đang sử dụng mũi taro ép ren OSG 21632 đầu colet ER16 có dịch chỉnh dọc trục. Nhưng rất hay bị gãy taro, nên em muốn thay mũi taro mới của Guhring 1017 M2x04. Cả 2 loại trên đều là taro ép ren có phủ TiN. Nhưng chỉ được 600 sản phẩm là mũi Guhring cũng bị gãy, có bác nào hay sử dụng Guhring thì cho em biết chế độ cắt của con ép ren này. Dầu bôi trơn em đang sử dụng là Niet oil ( Dầu không pha nước).
Còn nữa là trong catalog của OSG cho vận tốc cắt là 5-8 m/min của Guhring là 15-20 m/min, còn chạy thật là 400 v/ph(2.5 m/min). Chế độ cắt nào là phù hợp ạ.
Em xin cảm ơn!
-Bạn gia công trên máy nào, hiệu gì.
-Sản lượng / tháng, năm.
-Hệ thống kẹp: abor, bầu kẹp, colet...?

