Ðề: Thaor luận Post Processor 3 4 5 axis
đợt này cũng đang ngứa cựa thích gây gổ, nên xin mời toàn bộ cao thủ và nhữn bác tự phong là cao thủ, những bác nhận viết post cnc mutiaxis làm một bài test về cnc multiaxis.
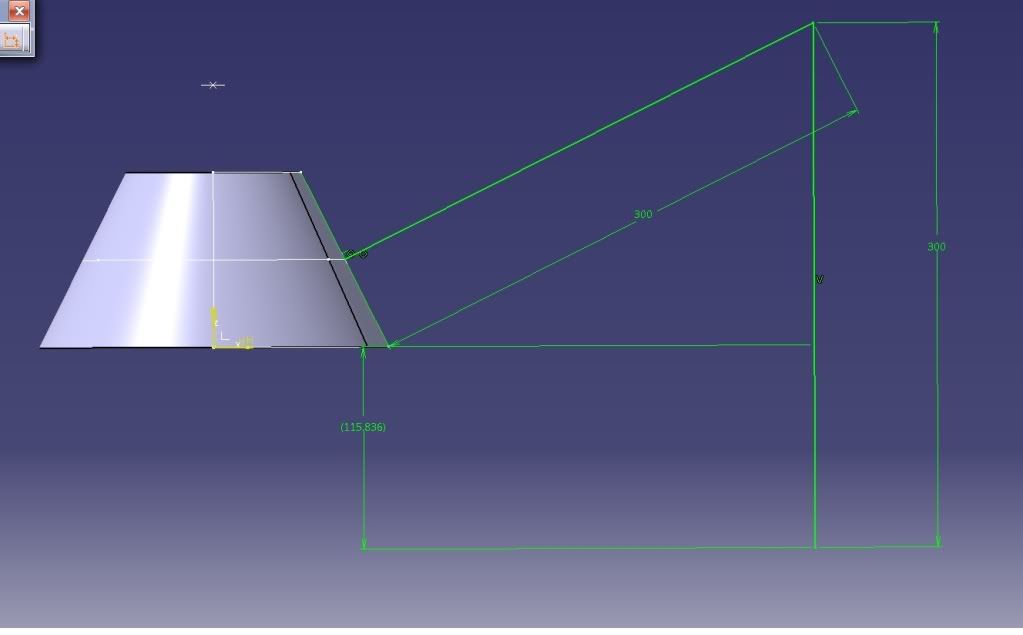
đề bài đơn giản:
Có một hình nón cụt đường kính đáy lớn 200 đáy nhỏ 100 độ cao 100,gốc tọa độ là tâm hình nón cụt Z0 mặt top.yêu cầu lập trình cho máy chạy 1 đường vuông góc với mặt biên của hình nón tại cao độ Z50 và post chương trình ra gcode(fanuc)
(tol=0,01)dùng endmill=10mm với một máy 5 trục dạng h
(A,B) chiều dài tính từ đỉnh dao đến tâm xoay của head cho trước là L
đề nghị các bác thùng không rỗng kêu ko to post ncprogram ra đây để mọi người bình luận file của các vị, nếu ko post được thì từ nay xin đừng ném đá hội nghị và cũng đừng chém gió cho tớ nhờ...đừng dìm hàng và gây mất đoàn kết....
@bác bí và bác Hải: 2 bác làm quan sát viên nhé.
Hi Bác Quyền. Chỉ có tay iHai3 tơ hơ mới sợ thi cử, chứ mình thì khoái thi thố lắm. Bác cho Head A, Head B không thành vấn đề. Tớ đoán là chúng đều quay tối đa 90 nhé. Tớ cũng giả sử luôn chúng không có RCTP (ai cũng biết RTCP thì chẳng cần kiểm tra G-Code chi cho mệt óc, tọa độ G-Code bằng y chang tọa độ lập trình. Chỉ cần gửi mã lệnh cho bộ điều khiển là xong.). Tớ thắc mắc thêm chút thường máy dạng Head/Head thì người ta cần biết chiều dài từ pivot point đến mặt trên của đầu Spindle gắn dao là đủ để post mà không cần biết chiều dài từ mặt trên spindle đến đỉnh dao. G43 sẽ bù chiều dài cho nhiều dao (đối với Fanuc) bác cho L là, tớ giả sử L=200mm nhé.
Tớ không có để post Fanuc ở đây. Tớ chưa kiểm chứng cho Y (tớ sẽ bổ xung sau, tốt nhất bác cho L bằng bao nhiê1cu nhé). Về X,Z và A, B thì hoàn toàn chính xác. Bác cứ thử xem nhé. Sau chuyện này để xem còn ai trụ lại nổi. :24:
Tớ viết cho Hedenhain nhé. (Xem x,y,z,a,b tương tự). Mai tớ xuất luôn cho Siemen, Fanuc, Hass luôn cho các bác vừa lòng.
N0 ;
N5 ;
N10 ;CUSTOMER(TEN KHACH HANG): , DRAWING NO (SO BAN VE):
N15 ;STOCK NO (MA SO PHOI):
N20 ;PARTNUMBER(TEN CHI TIET):
N25 ;PROGRAM BY: NGUYEN HONG PHUC - 0936414952
N35 ;
N40 BEGIN PGM 0010 MM
N45 BLK FORM 0.1 Z X0 Y100 Z-50
N50 BLK FORM 0.2 X200 Y100 Z200
N55 M127
N60 L Z150 FMAX M91
N65 L X0 Y0 FMAX M91
N70 L A0 B0 FMAX M91
N75 ;
N80; CUTTER INFORMATION - THONG SO DAO CAT
N85 ;(DIAMETER: 10 CORNER RADIUS: 0)
N90 ;(DUONG KINH: 10 GOC DAO: 0)
N95 ;(TOOL COMMENT: NO COMMENT)
N100 * - NO NAME D=10 L30
N105 ;
N110 TOOL CALL 1
N115 S1000.
N120 DR-5
N125 L Z150 FMAX M91
N130;
N135 ;############################################################################
N140 ;PROCEDURE INFORMATION - THONG SO CUA CHUONG TRINH, NHU LUONG DU, OFFSET DAO
N145 ;(PROCEDURE: 5X PRODUCTION-PRO #2: NO TEXT)
N150 ;############################################################################
N155;
N160 L X0 Y-92.889 A-63.435 B0 FMAX
N165 L Z150 FMAX
N170 L Z-41.056 FMAX
N175 L Y-83.944 Z-45.528 FMAX
N180 L Y-75 Z-50 F350.
N185 L X1.052 Y-74.993 A-63.433 B0.719
N190 L X2.103 Y-74.97 A-63.426 B1.437
N195 L X3.155 Y-74.934 A-63.415 B2.156
N200 L X4.205 Y-74.882 A-63.399 B2.875
N205 L X5.255 Y-74.816 A-63.379 B3.593
N210 L X6.304 Y-74.735 A-63.354 B4.311
N215 L X7.351 Y-74.639 A-63.324 B5.03
N220 L X8.397 Y-74.528 A-63.29 B5.747
---------------
N2320 L X-20.763 Y-72.069 A-62.51 B-14.336
N2325 L X-19.75 Y-72.353 A-62.603 B-13.623
N2330 L X-18.733 Y-72.623 A-62.69 B-12.909
N2335 L X-17.713 Y-72.878 A-62.772 B-12.195
N2340 L X-16.689 Y-73.12 A-62.849 B-11.48
N2345 L X-15.662 Y-73.346 A-62.921 B-10.765
N2350 L X-14.632 Y-73.559 A-62.988 B-10.049
N2355 L X-13.599 Y-73.757 A-63.05 B-9.333
N2360 L X-12.563 Y-73.94 A-63.107 B-8.617
N2365 L X-11.525 Y-74.109 A-63.16 B-7.9
N2370 L X-10.484 Y-74.263 A-63.208 B-7.183
N2375 L X-9.442 Y-74.403 A-63.251 B-6.465
N2380 L X-8.397 Y-74.528 A-63.29 B-5.747
N2385 L X-7.351 Y-74.639 A-63.324 B-5.03
N2390 L X-6.304 Y-74.735 A-63.354 B-4.311
N2395 L X-5.255 Y-74.816 A-63.379 B-3.593
N2400 L X-4.205 Y-74.882 A-63.399 B-2.875
N2405 L X-3.155 Y-74.934 A-63.415 B-2.156
N2410 L X-2.103 Y-74.97 A-63.426 B-1.437
N2415 L X-1.052 Y-74.993 A-63.433 B-0.719
N2420 L X0 Y-75 A-63.435 B0
N2425 L Y-83.944 Z-45.528
N2430 L Y-92.889 Z-41.056 FMAX
N2435 L Z150 FMAX
N2440 L Z150 FMAX M91
N2445 L X0 Y0 FMAX M91
N2450 L A0 B0 FMAX M91
N2455 M09
N2460 M05
N2465 ;
N2470 ;############################################################################
N2475 M0
N2480 ;############################################################################
N2485 ;
N2490 ;
N2495 M30
N2500 END PGM 0010 MM
N2505 ;