Ðề: === Câu Lạc Bộ CNC ===
Híc, mình đâu có cái máy "truyền thống" hiệu Mazak khủng như vậy!
Máy của mình là máy truyền thống đúng nghĩa chạy bằng cơm, phối hợp lập trình feed back liên tục để điều chỉnh bằng mắt và bằng óc!
Từ nhỏ đến lớn chưa sờ vào máy tiện cnc bao giờ... nên không dám chém!
Còn tùy vật liệu chi tiết thế nào, nhưng tớ có mấy ý kiến thế này:
1/ Không cho chống tâm: thì cứ chừa 1 cục thịt dư đằng đầu để chống sau này thiến bỏ đi là xong...
2/ Chi tiết dài và ốm thì mũi chống tâm có thể ép lực dọc trục, cộng với lực li tâm làm đoạn giữa đánh võng do đó tiện xong chỗ này sẽ bị nhỏ... nên thay chống tâm bằng bearing đỡ đầu trục...
3/ Có thể dùng đồ gá đỡ chạy dọc theo chi tiết để tránh bị đẩy ra khi ăn dao....(đại loại như luy net)
4/ Có thể tiện hạ bậc từ từ từng đoạn dần dần...
Bạn có lợi thế là máy CNC nên mình ngĩ nên thử theo cách thứ 4 chừa lại 1 pass tinh 0.05 cuối cùngvới dao thật sắc!
Nhớ chỉnh tốc độ S vừa đủ để tránh lực li tâm.
Nếu vẫn chưa ổn thì kết hợp thêm 1 cái bearing đỡ đầu!
Pumpkin nói lập trình không quá 1 phút cũng đúng đấy!
Thực chất là dao chạy 2D một pass đầu, sau đó dùng lệnh vòng lặp tiến dần vào.
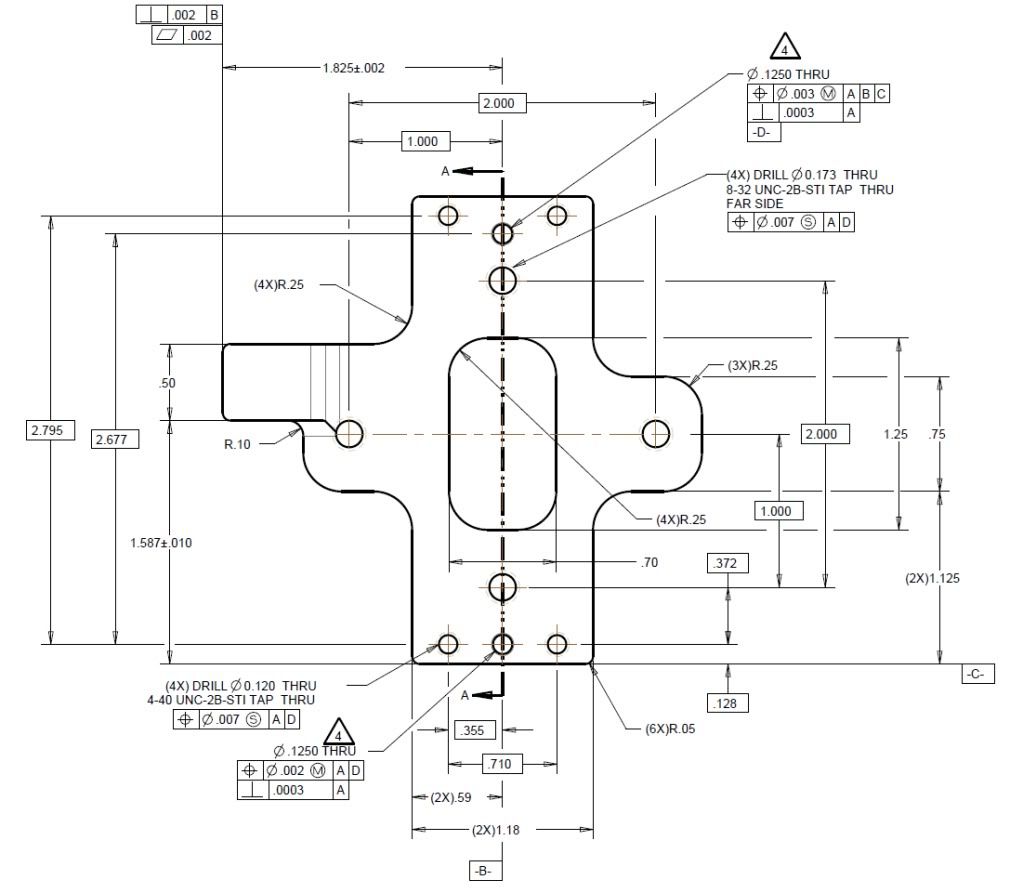
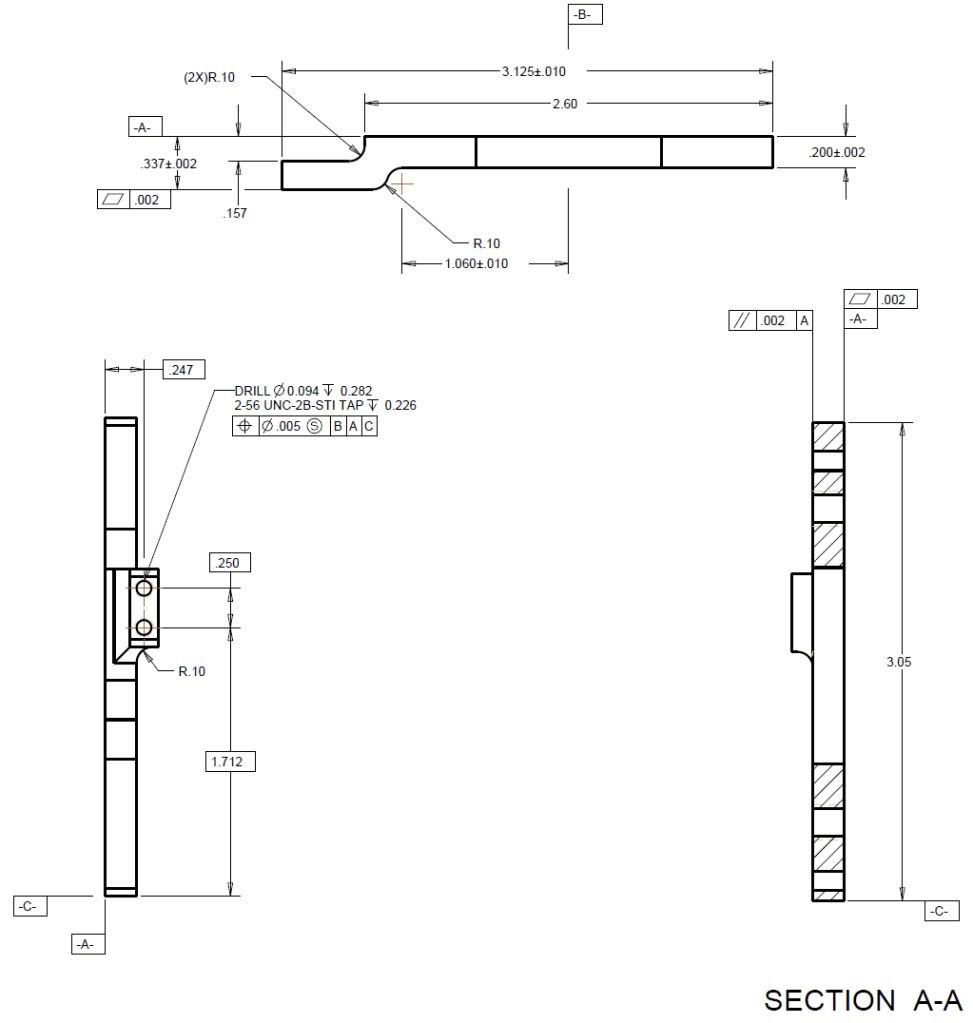
@Pumpkin: bản vẽ ghi gốc 0, còn chiều dài là tọa độ các bậc, tuy nhiên vẫn chưa chính xác vì không chỉ ngay mặt bậc mà lại chỉ trên thân trụ....
Thêm 1 điều nữa, bản vẽ không có dung sai nên quyết định hướng gia công thế nào?
Câu trả lời của tớ là " Đúc nhé!"
....
ở rum mình thấy có bác mrgiang là có thể từng gia công nhưng chi tiết như vậy xin bác cho biết ý kiến
ở rum mình thấy có bác mrgiang là có thể từng gia công nhưng chi tiết như vậy xin bác cho biết ý kiến
Máy của mình là máy truyền thống đúng nghĩa chạy bằng cơm, phối hợp lập trình feed back liên tục để điều chỉnh bằng mắt và bằng óc!
Từ nhỏ đến lớn chưa sờ vào máy tiện cnc bao giờ... nên không dám chém!
Còn tùy vật liệu chi tiết thế nào, nhưng tớ có mấy ý kiến thế này:
1/ Không cho chống tâm: thì cứ chừa 1 cục thịt dư đằng đầu để chống sau này thiến bỏ đi là xong...
2/ Chi tiết dài và ốm thì mũi chống tâm có thể ép lực dọc trục, cộng với lực li tâm làm đoạn giữa đánh võng do đó tiện xong chỗ này sẽ bị nhỏ... nên thay chống tâm bằng bearing đỡ đầu trục...
3/ Có thể dùng đồ gá đỡ chạy dọc theo chi tiết để tránh bị đẩy ra khi ăn dao....(đại loại như luy net)
4/ Có thể tiện hạ bậc từ từ từng đoạn dần dần...
Bạn có lợi thế là máy CNC nên mình ngĩ nên thử theo cách thứ 4 chừa lại 1 pass tinh 0.05 cuối cùngvới dao thật sắc!
Nhớ chỉnh tốc độ S vừa đủ để tránh lực li tâm.
Nếu vẫn chưa ổn thì kết hợp thêm 1 cái bearing đỡ đầu!
Pumpkin nói lập trình không quá 1 phút cũng đúng đấy!
Thực chất là dao chạy 2D một pass đầu, sau đó dùng lệnh vòng lặp tiến dần vào.
@Pumpkin: bản vẽ ghi gốc 0, còn chiều dài là tọa độ các bậc, tuy nhiên vẫn chưa chính xác vì không chỉ ngay mặt bậc mà lại chỉ trên thân trụ....
Thêm 1 điều nữa, bản vẽ không có dung sai nên quyết định hướng gia công thế nào?
Câu trả lời của tớ là " Đúc nhé!"
Last edited:
 ).
).