@hoangcokhi
Câu này tối nghĩa quá :3:
"chú SV xem xong nhận xét là không giống cái của chú"
hoangcokhi cũng khá lắm,chỉ nghe ý tưởng mà design cái đồ gá khác với cái đồ gá của tôi,lại giống y cái khuông đúc viên ất lô ( có khi còn gọi là tấp lô ).
Tuy nhiên cũng có đôi chút bất tiện vì phải bỏ xấp nhựa vào hộp rồi lật úp xuống gắn vào cái đế, trong quá trình này khả năng mấy miếng nhựa rớt lung tung cũng có thể xẩy ra.Ngoài ra các góc của hình vuông nên vuốt tròn để dễ gia công.
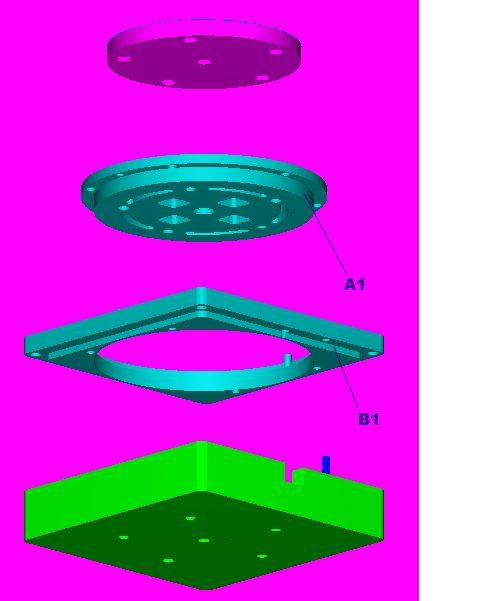
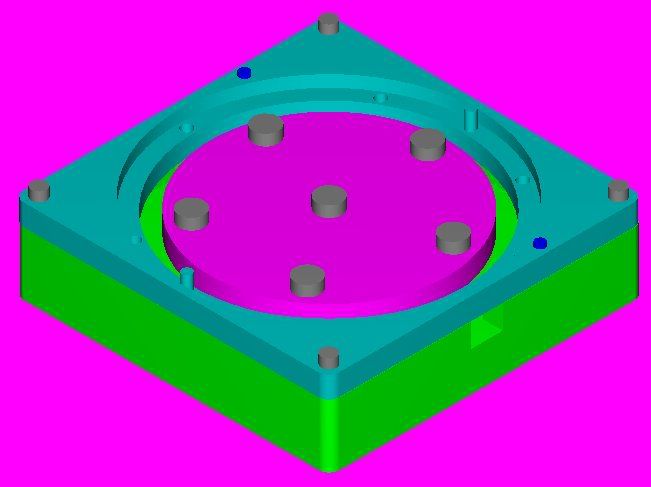
Đây là cái đồ gá do tôi vẽ lại theo trí nhớ:
Mặt dưới cũng có những cái gờ
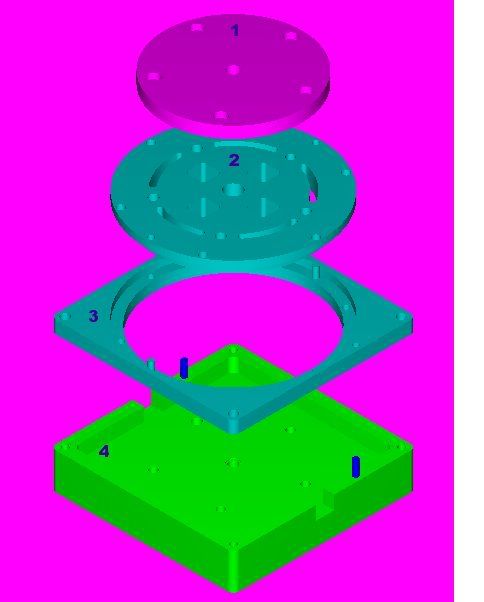
Gồm có 4 miếng lắp ráp được làm từ các miếng nhôm nhỏ tận dụng trong xưởng.
Các miếng này được định vị khi lắp với nhau bằng các chốt trụ được đóng vào ở miếng 4 và miếng 3.
Quy trình như sau :
1/
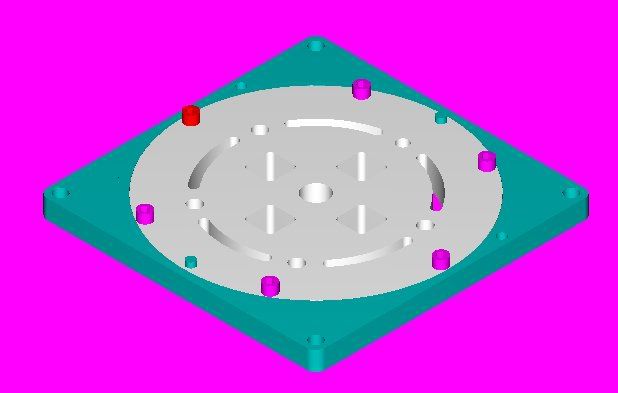
Miếng 2 được lắp vào miếng 3 bằng 6 con bu lông nhỏ ,định vị bằng hai chốt trụ.Lắp xong thì mặt đáy của hai miếng này tạo thành một mặt phẳng.
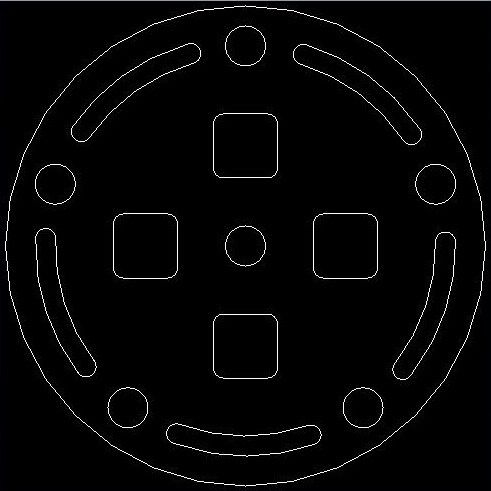
Trên miếng 2 các chi tiết lổ,rãnh đã được cắt lớn hơn kích thước thực sự khoảng 0.01 mm.
Do bởi các chi tiết lổ,rãnh không đối xứng nên hai chốt trụ này sẽ giúp cho các chi tiết này nằm đúng vị trí để dao xuống đúng chổ.( theo thứ tự : pin,lổ,rãnh,pin như trong hinh)
2/
Miếng đáy số 4 được kẹp vào ê tô. Tọa độ gốc X,Y được lấy ở tâm hình vuông, Z gốc sẽ lấy sau khi hoàn tất gá đặt.
Bỏ xấp nhựa đã được cắt sẵn vào hộp, rồi đặt miếng 2+3 lên.
Miếng này được định vị bằng hai chốt trụ trên miếng 4,lưu ý là hai chốt trụ này không nằm trên đường tâm của hộp để anh thợ vận hành không lắp lộn đầu.
Dùng 4 con bu lông để xiết miếng 2+3 vào hộp 4.
Cái gờ dưới đáy miếng 3 sẽ lọt vào trong hộp 4 và ép xấp nhựa xuống. Ở đây đã được tính toán để mặt đáy của miểng 2+3và đáy của hộp 4 khi được xiết xuống và ngừng lại (do mặt trên của thành hộp ) thì sẽ kẹp chặt được 50 miếng nhựa.
3/
Khoan,phay các chi tiết xuyên qua các khoảng trống tương ứng trên miếng 2.Xong, dời bàn cắt lại gần người thợ,ngừng máy.
Tháo 6 con bu long,lấy miếng 2 ra.Lúc này xấp nhựa vẫn còn bị kẹp chặt bởi miếng 3.
4/
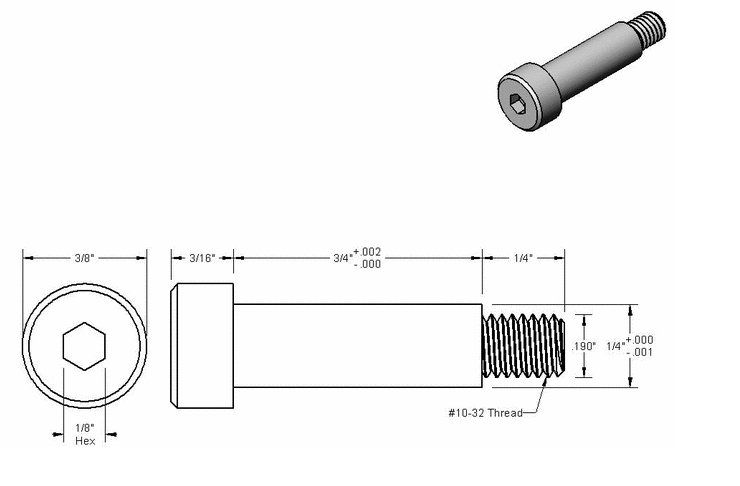
Dùng con shoulder screw được bán sẵn với kích thước có độ chính xác cao.
5/
Ở đáy của hộp đã làm sẵn các lổ ren tương ứng,riêng ở tâm là một lổ bậc, đáy lổ bậc được làm ren xuyên thủng hôp.
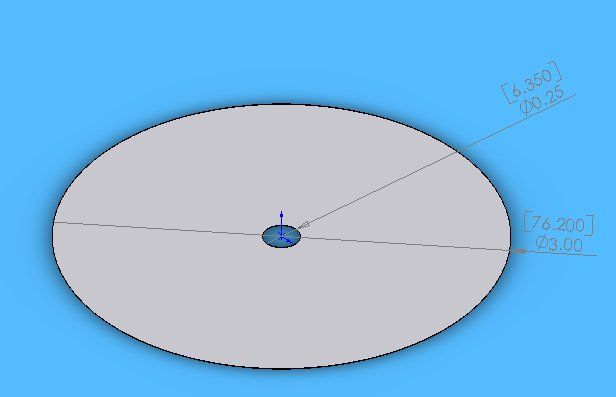
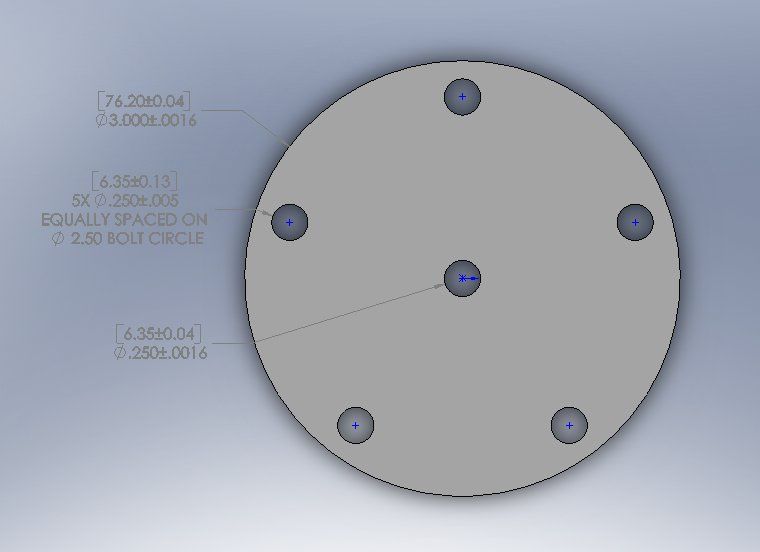
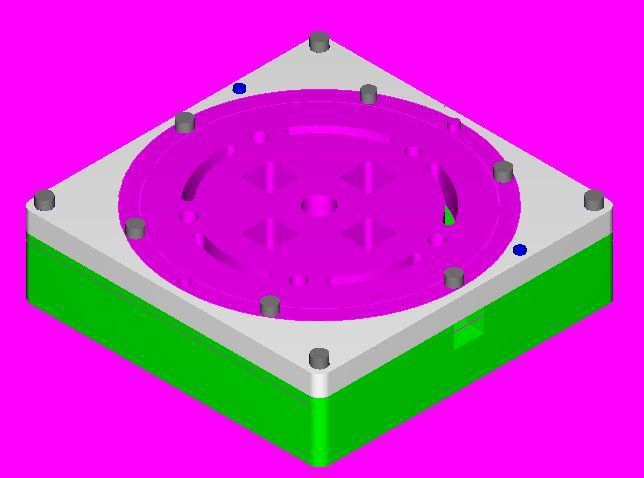
Đặt miếng 1 lên xấp nhựa ,con shoulder screw cùng kích thước với lổ giửa ở miêng 1,lổ trên xấp nhựa và lổ bậc.Khi được gá vào lổ sẽ đồng thời đi ngang qua cả ba lổ và được xiết vào ren,chiều sâu của lổ bậc đã được tính sẵn sao cho khi con shoulder screw đụng đáy lổ bậc thì cũng vừa kẹp chặt.Đồng thời sẽ định vị miếng 1 và giử cho xấp nhựa khỏi chuyển tâm
Miếng 1 này có đường kính nhỏ hơn sãn phẩm 0.01 mm.
Vì cắt nhựa nên chỉ cần 1 con bu lông là đủ,nhưng nếu muốn có thể bắt thêm vài con như trong hình.
Bây giờ ta đã có khoảng trống cho dao xuống cắt biên dạng tròn ngoài của sãn phẩm.
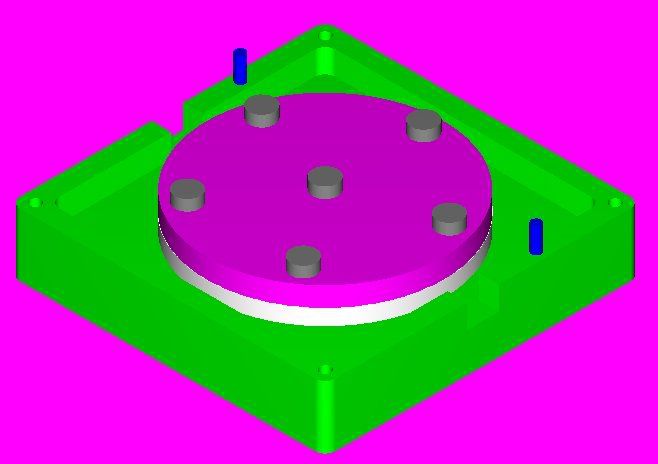
Sau khi cắt xong thì tháo 4 con bu lông lấy miếng 3 ra, còn lại như hình dưới.
6/
Hai rãnh bên hông hộp 4 đã được tính sẵn để có thể đặt thước vào và đo kiểm tra khi sãn phẩm đang ở thể khối như vậy,từng miếng mõng thì không đo được.
Tháo miếng nắp 1 ,lấy xấp nhựa ra ,vậy là xong.
Quy trình lại tiếp tục từ bước 1.
Anh thợ design cái đồ gá này đã tốn hơn nữa ngày để làm xong đồ gá 4 miếng này vì anh ta chỉ vẽ phát họa bằng tay rồi vào lập trình luôn,không dùng cad để vẽ.
Còn anh thợ vận hành đã mất 20 phút thao tác và chạy máy để ra được mỗi lần 50 miếng.Trong vòng 8 tiếng anh ta hoàn tất 1000 cái không có vấn đề.
Hy vọng cái đồ gá này ngày nào đó sẽ giúp được ý tưởng cho các bạn
sv