[Đồ gá] Nào chúng ta cùng học ĐỒ GÁ nhé
- Thread starter ducmanh.ck
- Ngày mở chủ đề

B
Author
Có một bài tập thế này xin đưa ra để cùng tham khảo và bàn luộn nhé.
Ví dụ ta có một khối hình hộp chữ nhật, ta cần phay một mặt ví dụ sẽ chọn phương pháp phay mặt đầu, về nguyên tắc khi chọn lực kẹp chặt chúng ta phải đặt lực sao cho vuông góc với bề mặt gia công,mới có thể đảm bảo sơ đồ định vị khỏi bị phá vỡ định vị bợi lực kẹp chặt vậy khi đó chúng ta phải đặt lực như thế nào để giải quyết bài toán này.
PS: Thực tế chúng ta có thể dùng eto nhưng ở đây xin được không bàn tới thực tế, cứ lý thuyết ta làm ,học mà.
Ví dụ ta có một khối hình hộp chữ nhật, ta cần phay một mặt ví dụ sẽ chọn phương pháp phay mặt đầu, về nguyên tắc khi chọn lực kẹp chặt chúng ta phải đặt lực sao cho vuông góc với bề mặt gia công,mới có thể đảm bảo sơ đồ định vị khỏi bị phá vỡ định vị bợi lực kẹp chặt vậy khi đó chúng ta phải đặt lực như thế nào để giải quyết bài toán này.
PS: Thực tế chúng ta có thể dùng eto nhưng ở đây xin được không bàn tới thực tế, cứ lý thuyết ta làm ,học mà.
L
PS: Thực tế chúng ta có thể dùng eto nhưng ở đây xin được không bàn tới thực tế, cứ lý thuyết ta làm ,học mà.
Vẫn sử dụng mặt bàn máy phay làm chuẩn mà dùng bộ gá kẹp mà kẹp thẳng xuống rồi phay. Đến vị trí kẹp thì di chuyển kẹp sang vị trí khác để phay.
Như vậy là mất 4 lần dịch chuyển kẹp cho 4 góc đặt kẹp.
Lý do ko làm trên ê tô: Em cần dùng căn để cân bằng vật kẹp, nhưng rõ ràng khi em siết chặt ê tô, vật bị bồng lên ở cạnh hàm tĩnh thường cao hơn hàm động.
Nếu gia công 2 mặt thì chắc chắn sẽ không song song với nhau.
Thêm nưa: để kẹp trên ê tô, cần 2 mặt áp vào Hàm ê tô của Vật phải phẳng, nếu không sẽ không đạt hiệu quả kẹp là cao nhất. Vậy sự Lỏng rất dễ sảy ra. Khi kẹp không được chặt đều, hiện tượng bị Lún ở đầu không có lực kẹp hoặc lực kẹp yếu.
Như vậy, mục đích gia công mặt phẳng đã Thất bại.
Xin nghe cao kiến từ các bạn SV qua việc được học trên trường.
-LND-
Last edited by a moderator:

C
xin lỗi vậy nói theo anh đình thì gia công bằng eto là ko thể thực hiện được, người ta sản xuất eto làm gì. Quả đúng là kẹp bằng eto thi thua vấu kẹp thật(ko chính xác bằng) n hưng với những chi tiết nhỏ độ chính xác ko cao thì ta vẫn dùng eto một cách bình thường. eto là đồ gá vạn năng vì vậy làm sao nó chính xác được
L
Bạn lấy ví dụ về 1 vật nhỏ nào đó đi, Tớ không nói chung chung được.
Còn để nói chung thì nó là 1 dạng đồ gá tháo lắp nhanh và kẹp vào những vật có 2 mặt // với 2 má của E tô.
Nếu nói nó không chính xác được thì cũng chưa đúng để mà nói chung chung. Nếu bạn kẹp 1 vật có 2 mặt kẹp ngon với 2 má của ê tô thì chính 2 mặt // với 2 má của ê tô nổi trên mặt Hàm ê tô sẽ được gia công chính xác đấy.
Nếu nhất thiết phải làm bằng E tô để gia công mặt phẳng trên thì cần đem mài 2 mặt phẳng kẹp vào 2 má ê tô trước. Khi đưa lên kẹp trên ê tô, cần dùng đồng hồ xo để rà mặt và búa đồng để vỗ mặt gia công nhằm làm cân bằng. Đừng quên đặt 2 tấm căn chuẩn đỡ ở dưới trước khi kẹp. Vậy là ta phải mất nhiều công để kẹp vật rồi khỏa mặt. Nhưng nếu mặt dưới chuẩn rồi, mặt trên chắc chắn có sự sai lệch, thà đem lên máy Mài cho khỏe. Còn để gia công, ta phải chấp nhận có sự sai khác trong miền dung sai (riêng) cho phép của mỗi sản phẩm.
@ yopopovp: Giữa máy CNC và máy gia công Cơm không có nhiều sự khác biệt về gá kẹp và gia công. Nó chỉ khác nhau về khả năng tự động đến đâu mà thôi.
Đồ gá thì nhiều loại và có thể dùng lẫn cho nhau, không phân biệt cho sử dụng máy CNC hay CN-Cơm. Chỉ trừ những loại bàn gá điện điều khiển số của máy CNC.
Còn để nói chung thì nó là 1 dạng đồ gá tháo lắp nhanh và kẹp vào những vật có 2 mặt // với 2 má của E tô.
Nếu nói nó không chính xác được thì cũng chưa đúng để mà nói chung chung. Nếu bạn kẹp 1 vật có 2 mặt kẹp ngon với 2 má của ê tô thì chính 2 mặt // với 2 má của ê tô nổi trên mặt Hàm ê tô sẽ được gia công chính xác đấy.
Nếu nhất thiết phải làm bằng E tô để gia công mặt phẳng trên thì cần đem mài 2 mặt phẳng kẹp vào 2 má ê tô trước. Khi đưa lên kẹp trên ê tô, cần dùng đồng hồ xo để rà mặt và búa đồng để vỗ mặt gia công nhằm làm cân bằng. Đừng quên đặt 2 tấm căn chuẩn đỡ ở dưới trước khi kẹp. Vậy là ta phải mất nhiều công để kẹp vật rồi khỏa mặt. Nhưng nếu mặt dưới chuẩn rồi, mặt trên chắc chắn có sự sai lệch, thà đem lên máy Mài cho khỏe. Còn để gia công, ta phải chấp nhận có sự sai khác trong miền dung sai (riêng) cho phép của mỗi sản phẩm.
@ yopopovp: Giữa máy CNC và máy gia công Cơm không có nhiều sự khác biệt về gá kẹp và gia công. Nó chỉ khác nhau về khả năng tự động đến đâu mà thôi.
Đồ gá thì nhiều loại và có thể dùng lẫn cho nhau, không phân biệt cho sử dụng máy CNC hay CN-Cơm. Chỉ trừ những loại bàn gá điện điều khiển số của máy CNC.
Last edited by a moderator:

Đĩa phanh xe máy chế tạo theo quy trình nào nhỉ ? Và đồ gá gia công như thế nào ? Vụ này anh em nhau cùng voọc xem...
Tôi không rõ quy trình, nhưng nhìn kĩ sản phẩm vẫn thấy ... dấu hiệu của tiện. Tiện được mới kinh !
Tôi không rõ quy trình, nhưng nhìn kĩ sản phẩm vẫn thấy ... dấu hiệu của tiện. Tiện được mới kinh !
Cái đế lót bên dưới là loại vật liệu mềm (em thấy giống gỗ) và bị cắt khi dao phay ăn xuống.
hi hi để coi tìm lại được đoạn video đó em up lên sau
He he, tìm thấy rồi :67:
" allowscriptaccess="always" allowfullscreen="true" width="425" height="344"></embed></object>[/MEDIA]
Last edited:
L
Làm đĩa phanh xe dạng Loạt lớn (sản xuất công nghiệp):
1- Đưa tôn lên máy đột để đột tròn tạo hình (Trong và Ngoài) và đột lỗ định vị luôn (Lỗ bắt bu lông).
2- Đột các lỗ làm nhẹ và trang trí. Nếu có thêm phần thúc thì đột làm nhẹ xong rồi thúc và cuối cùng là đột trang trí.
3- Nắn phẳng + Dập thương hiệu
4- Tôi thấm
5- Siêu âm khuyết tật sau khi Tôi
6- Tiện mặt và bao hình (lỗ giữa và vành ngoài)
7- Phay rãnh nếu có
8- Mài trên trung tâm mài (lỗ trong, 2 mặt đĩa)
9- Sơn trang trí
10- Sấy khô
11- Kiểm tra khuyết tật bằng mắt lần cuối
12- Thử nghiệm sản phẩm.
Phần trình bày của tớ khác với Hoàng vì của cậu ấy là làm đơn chiếc.
1- Đưa tôn lên máy đột để đột tròn tạo hình (Trong và Ngoài) và đột lỗ định vị luôn (Lỗ bắt bu lông).
2- Đột các lỗ làm nhẹ và trang trí. Nếu có thêm phần thúc thì đột làm nhẹ xong rồi thúc và cuối cùng là đột trang trí.
3- Nắn phẳng + Dập thương hiệu
4- Tôi thấm
5- Siêu âm khuyết tật sau khi Tôi
6- Tiện mặt và bao hình (lỗ giữa và vành ngoài)
7- Phay rãnh nếu có
8- Mài trên trung tâm mài (lỗ trong, 2 mặt đĩa)
9- Sơn trang trí
10- Sấy khô
11- Kiểm tra khuyết tật bằng mắt lần cuối
12- Thử nghiệm sản phẩm.
Phần trình bày của tớ khác với Hoàng vì của cậu ấy là làm đơn chiếc.
Last edited by a moderator:
Vấn đề công đoạn tiện rất chi là ... khoai. Khó hình dung ra cơ cấu gá nên nhờ anh em voọc. Vì thế tya mới nói là ..... có dấu hiệu của... tiện.
Bên cty cũng sx đĩa nhưng là đĩa côn chứ không phải đĩa phanh (đĩa côn Nouvo thì dập + hàn đơn giản hơn loại đĩa tiện)(sẽ lắp cho loại xe ga đời rất mới lạ - chưa tiết lộ được - bí mật cạnh tranh mà)
Loại đĩa cho xe mới này phôi dập -> tiện siêu tinh -> các pp xử lý bề mặt, test cb động là hoàn thành.
Tiện nó rất chi là khoai, nhưng không khoai như cái đĩa phanh, quan điểm cá nhân.
PP của bác nêu có lẽ được ứng dụng rộng rãi.
Bên cty cũng sx đĩa nhưng là đĩa côn chứ không phải đĩa phanh (đĩa côn Nouvo thì dập + hàn đơn giản hơn loại đĩa tiện)(sẽ lắp cho loại xe ga đời rất mới lạ - chưa tiết lộ được - bí mật cạnh tranh mà)
Loại đĩa cho xe mới này phôi dập -> tiện siêu tinh -> các pp xử lý bề mặt, test cb động là hoàn thành.
Tiện nó rất chi là khoai, nhưng không khoai như cái đĩa phanh, quan điểm cá nhân.
PP của bác nêu có lẽ được ứng dụng rộng rãi.
L
Đúng vậy, PP của mình vừa nêu được sử dụng rộng cho cả Xe máy lẫn ô tô. Đồ gá Tiện được chia làm 2 cách:
1- Sử dụng những lỗ đột định vị cho các nguyên công sau ở nguyên công đầu tiên làm chuẩn để tiện Vành ngoài và Lỗ giữa
2- Dùng chấu kẹp lớn để kẹp vành ngoài, tiện lỗ giữa theo vành kẹp.
Vấn đề cân bằng, tớ chỉ thấy doanh nghiệp Nhật có, còn ĐL ko có. (Hãng Xe nào thì ai cũng biết, khỏi nêu tên)
Sản phẩm bên bạn làm đúng là khó hơn sản phẩm Đĩa kia, nhưng sẽ được xử lý triệt để nếu có Quy trình công nghệ chuẩn (Hợp lý, chính xác).
@yopopovp: Em nêu cách giải quyết vấn đề mà em đưa ra bằng Lý thuyết đi, anh rất muốn được biết các em làm như thế nào.
1- Sử dụng những lỗ đột định vị cho các nguyên công sau ở nguyên công đầu tiên làm chuẩn để tiện Vành ngoài và Lỗ giữa
2- Dùng chấu kẹp lớn để kẹp vành ngoài, tiện lỗ giữa theo vành kẹp.
Vấn đề cân bằng, tớ chỉ thấy doanh nghiệp Nhật có, còn ĐL ko có. (Hãng Xe nào thì ai cũng biết, khỏi nêu tên)
Sản phẩm bên bạn làm đúng là khó hơn sản phẩm Đĩa kia, nhưng sẽ được xử lý triệt để nếu có Quy trình công nghệ chuẩn (Hợp lý, chính xác).
@yopopovp: Em nêu cách giải quyết vấn đề mà em đưa ra bằng Lý thuyết đi, anh rất muốn được biết các em làm như thế nào.
Author
Ý kiến của em, khi gia công chi tiết này ạ.
1-Đột lấy kích thước đường kính ngoài.
2-khoan đường kính lỗ lớn đề làm chuẩn kích thước và cũng là chuẩn tinh luôn.
3-khoan các lỗ nhỏ.
4- tiện bề mặt trụ tròn ngoài sửa bavia.
5-nhiệt luyện đạt yêu cầu kĩ thuật
5-mài bề mặt làm việc đặt độ nhám theo yêu cầu/
6-Kiểm tra các thông số kt.
PS:mọi ng nghĩ ng ta kiểm tra độ nhám bóng của chi tiết này như thế nào ạ
1-Đột lấy kích thước đường kính ngoài.
2-khoan đường kính lỗ lớn đề làm chuẩn kích thước và cũng là chuẩn tinh luôn.
3-khoan các lỗ nhỏ.
4- tiện bề mặt trụ tròn ngoài sửa bavia.
5-nhiệt luyện đạt yêu cầu kĩ thuật
5-mài bề mặt làm việc đặt độ nhám theo yêu cầu/
6-Kiểm tra các thông số kt.
PS:mọi ng nghĩ ng ta kiểm tra độ nhám bóng của chi tiết này như thế nào ạ
Author
Hôm qua em có xem tivi trên VTV 2 về công nghệ của nước ngoài về gia công bi,ổ bi,bulong,đai ốc...
Nhưng em được biết nhà máy Zxxx của quân đội trong VN mình họ sử dụng công nghệ lăn bi, họ tính toán lăn một viên bi còn kô tốn một hạt phoi nào,xong về chất lượng và sản lượng thì kô biết thế nào.
Nhưng em được biết nhà máy Zxxx của quân đội trong VN mình họ sử dụng công nghệ lăn bi, họ tính toán lăn một viên bi còn kô tốn một hạt phoi nào,xong về chất lượng và sản lượng thì kô biết thế nào.
N
N
Năm nay mình mới bắt đầu được học môn Đồ Gá nên còn lơ mơ quá.Vừa rồi thầy giáo giao cho mình làm một bài tập khá củ chuối đó thiết kế đồ gá phay để gia công phay lượng dư của bạc bổ đôi (phần mặt có màu xanh )
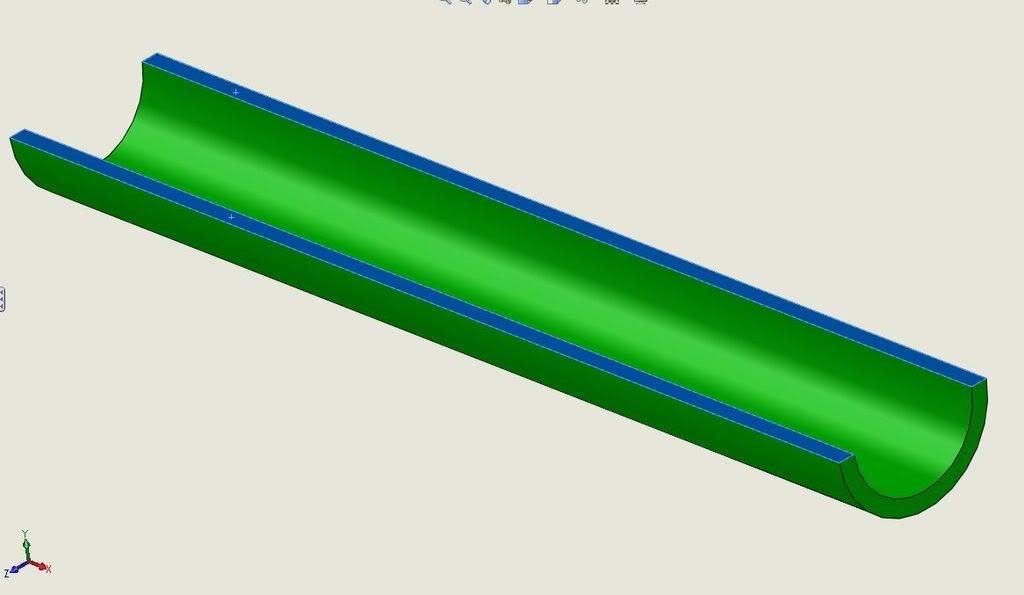
đây là nguyên công đầu tiên nên tất cả đều là chuẩn thô , chi tiết lại có đặc tính kĩ thuật mỏng,kém cứng vững do vậy rất khó gá đặt để đảm bảo độ chính xác.Nan giải quá mong cả nhà chỉ giáo.
đây là nguyên công đầu tiên nên tất cả đều là chuẩn thô , chi tiết lại có đặc tính kĩ thuật mỏng,kém cứng vững do vậy rất khó gá đặt để đảm bảo độ chính xác.Nan giải quá mong cả nhà chỉ giáo.