Author
Chào các bạn, hôm nay mình xin mạn phép lập topic này để chia sẻ cùng mọi người một số mẹo nhỏ khi sử dụng Mastercam. Các tài liệu và giáo trình Mastercam được lưu hành phổ biến hiện nay chủ yếu chỉ tập trung vào việc vẽ như thế nào, tạo các đường chạy dao ra sao..v.v mà rât ít hoặc không đề cập đến các mẹo và tiện ích khi sử dụng phần mềm.
Những mẹo nhỏ và tiện ích này sẽ giúp bạn rất nhiều trong quá trình lập trình gia công. Mong nhận được đóng góp từ các bạn để topic thêm phong phú.
Mastercam tip 1: VARIABLE DEPTH HOLES
Khoan nhiều lỗ có cùng đường kính nhưng khác nhau về các thông số khác (Depth-Z, Retract-R, F
, Clearance...) trong cùng một Operation.
(Video minh họa cho một bản vẽ khác")
Để khoan các lỗ cùng đường kính nhưng khác thông số chu trình (Depth,Retract, Clearance, Feed...) trong cùng một Operation ta làm như sau:
Ví dụ ta có một chi tiết với tổng chiều dày 40mm như trên hình. Ta cần khoan 4 lỗ Ø10. Hai lỗ nằm trên mặt Z0 có chiều sâu 15mm, và 2 lỗ trên mặt Z-20 khoan xuyên suốt chi tiết. Để thực hiện việc khoan 4 lỗ này trong cùng một operation cho mũi khoan 10mm, ta làm như sau:


- Chọn tất cả các lỗ muốn gia công.
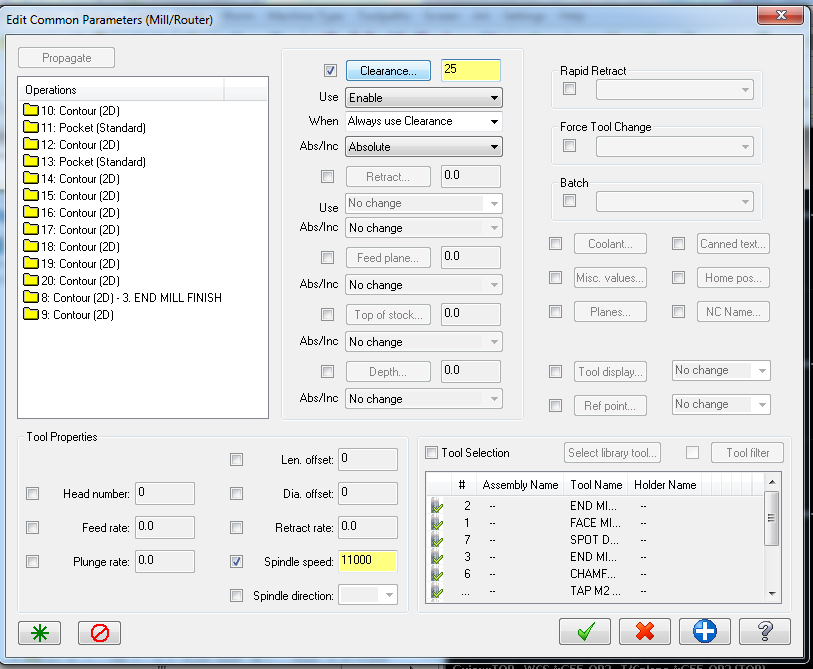
- Thông số chu trình chung cho các lỗ này sẽ được quy định trong phần Parameters của Operation.
- Trong ví dụ này, hai lỗ thứ nhất và thứ hai năm trên ặmt Z0 sẽ lấy thông số mặc định tự Parameter của chương trình nên không cần thay đổi thông số. Ta có các giá trị cho hai lỗ này là:
Clearance: 5| Retract: 1| Depth: 15

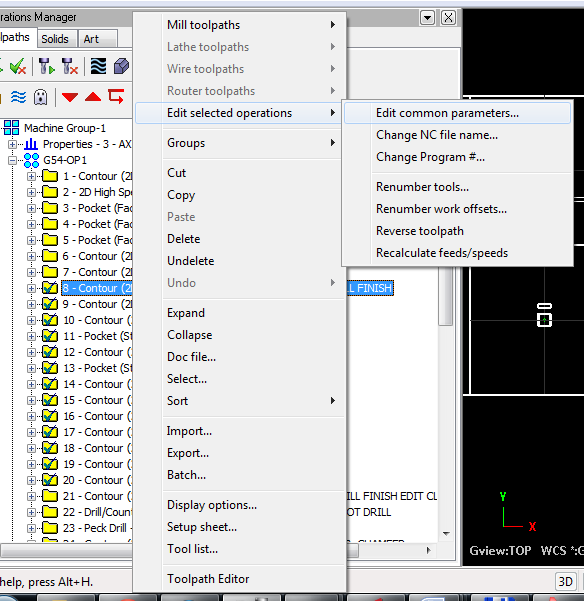
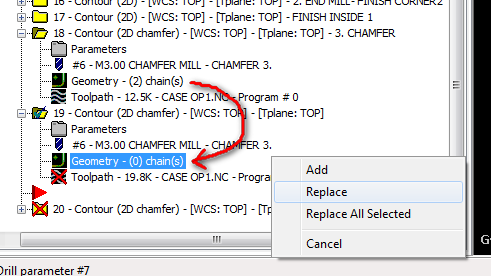
- Để thay đổi thông số chu trình cho một hoặc nhiều lỗ, ta mở cửa sổ quản lý các lỗ khoan - Drill Point Manager.

- Ta cần thay đổi thông số cho 2 lỗ là lỗ thứ ba và lỗ thứ tư (2 lỗ nằm trên mặt Z-20.). Chọn lỗ muốn thay đổi thông số chu trình (lỗ thứ ba), click chuột phải và chọn Change at Point.
- Thay đổi các giá trị như mong muốn, ví dụ:
Clearance: 5| Retract: -19| Depth: -44

- Click chọn biểu tượng
 nếu bạn muốn thông số vừa nhập chỉ có tác dụng với lỗ đang chỉnh sửa.
nếu bạn muốn thông số vừa nhập chỉ có tác dụng với lỗ đang chỉnh sửa.
- Click chọn biểu tượng
 nếu bạn muốn tất cả các lỗ xếp sau nó kế thừa thông số bạn vừa mới nhập. Trong ví dụ này mình đã xếp các lỗ đúng thứ tự nên chỉ cần sửa thông số cho lỗ thứ ba. lỗ thứ tư sẽ có thông số giống như thông số của lỗ thứ ba.
nếu bạn muốn tất cả các lỗ xếp sau nó kế thừa thông số bạn vừa mới nhập. Trong ví dụ này mình đã xếp các lỗ đúng thứ tự nên chỉ cần sửa thông số cho lỗ thứ ba. lỗ thứ tư sẽ có thông số giống như thông số của lỗ thứ ba.
- Đây là chương trình sau khi xuất:
[/TD]
[/TR]
===================================================================
CÒN TIẾP.....
Những mẹo nhỏ và tiện ích này sẽ giúp bạn rất nhiều trong quá trình lập trình gia công. Mong nhận được đóng góp từ các bạn để topic thêm phong phú.
Mastercam tip 1: VARIABLE DEPTH HOLES
Khoan nhiều lỗ có cùng đường kính nhưng khác nhau về các thông số khác (Depth-Z, Retract-R, F
Để khoan các lỗ cùng đường kính nhưng khác thông số chu trình (Depth,Retract, Clearance, Feed...) trong cùng một Operation ta làm như sau:
Ví dụ ta có một chi tiết với tổng chiều dày 40mm như trên hình. Ta cần khoan 4 lỗ Ø10. Hai lỗ nằm trên mặt Z0 có chiều sâu 15mm, và 2 lỗ trên mặt Z-20 khoan xuyên suốt chi tiết. Để thực hiện việc khoan 4 lỗ này trong cùng một operation cho mũi khoan 10mm, ta làm như sau:
- Chọn tất cả các lỗ muốn gia công.
- Thông số chu trình chung cho các lỗ này sẽ được quy định trong phần Parameters của Operation.
- Trong ví dụ này, hai lỗ thứ nhất và thứ hai năm trên ặmt Z0 sẽ lấy thông số mặc định tự Parameter của chương trình nên không cần thay đổi thông số. Ta có các giá trị cho hai lỗ này là:
Clearance: 5| Retract: 1| Depth: 15
- Để thay đổi thông số chu trình cho một hoặc nhiều lỗ, ta mở cửa sổ quản lý các lỗ khoan - Drill Point Manager.
- Ta cần thay đổi thông số cho 2 lỗ là lỗ thứ ba và lỗ thứ tư (2 lỗ nằm trên mặt Z-20.). Chọn lỗ muốn thay đổi thông số chu trình (lỗ thứ ba), click chuột phải và chọn Change at Point.
- Thay đổi các giá trị như mong muốn, ví dụ:
Clearance: 5| Retract: -19| Depth: -44
- Click chọn biểu tượng
- Click chọn biểu tượng
- Đây là chương trình sau khi xuất:
[/TD]
[/TR]
===================================================================
CÒN TIẾP.....