Mastercam Tips: Mẹo vặt trong Mastercam
- Thread starter GiangTheTool
- Ngày mở chủ đề
- Thẻ mẹo lập trình gia công mẹo mastercam mẹo vặt master cam tips master cam

mong được anh em chỉ dẫn. em đang làm con máy phay cnc đứng nhưng có gắn thêm bt50 có bầu khoan nằm ngang. bây giờ em muốn lập trình khoan thay vì như trục z thông thường ta sẽ khoan theo trục x thì phải làm thế nào? em thấy trình khoan của họ toàn dùng G0 và G1 chứ không dùng chu trinh G83.
máy phay cnc của em có gắn thêm bt50 mang bầu khoan ngang(khoan theo trục x). các bác cho em hỏi muốn khoan như thê trên mastercam thì làm thế nào. chương trình của phần mềm CREO xuất ra rất hay,toan G0 và G1 chứ không dùng chu trình khoan G83 như m.cam.
1. Vào phần tiện trên mastercam chọn drill toolpath nhập các thông số như bình thường (trong tiện thì mastercam mặc định xuất code khoan thành G0 và G1 chứ không xuất thành chu trình như G83...) Sau đó xuất code ra sửa lại tọa độ, find and replace Z thành X là được.
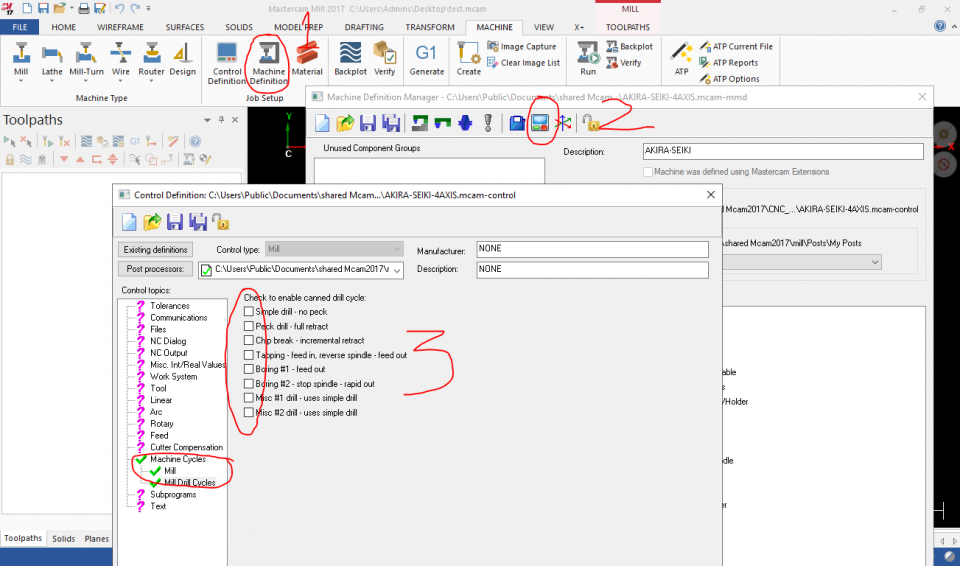
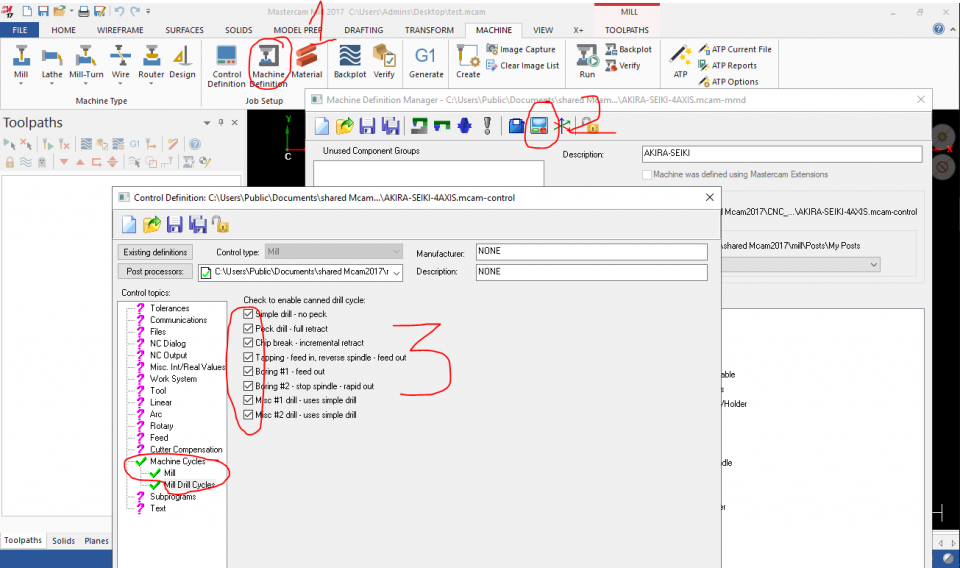
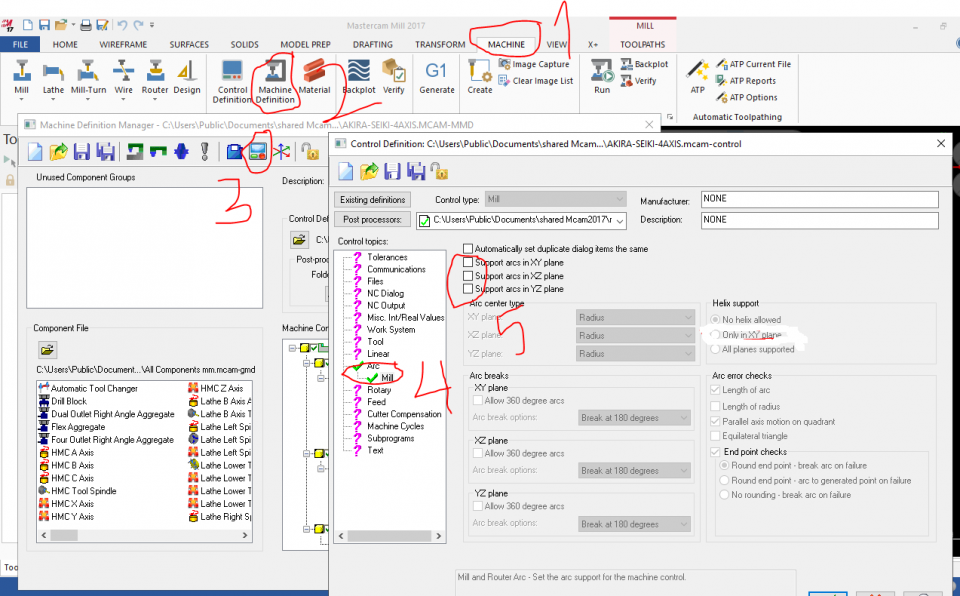
2. Vào control definition -> machine cycles -> mill drill cycles bỏ dấu tích ở các ô trong đó thì khi xuất code sẽ thành G0 và G1
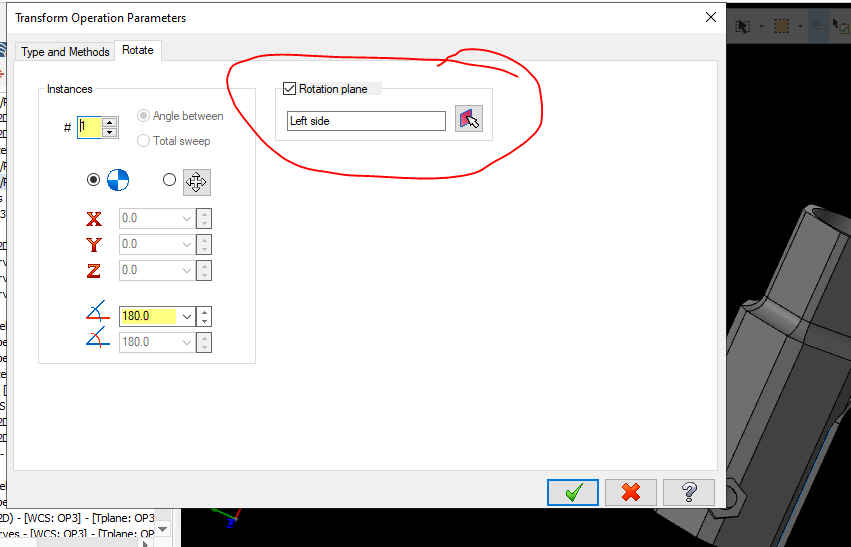
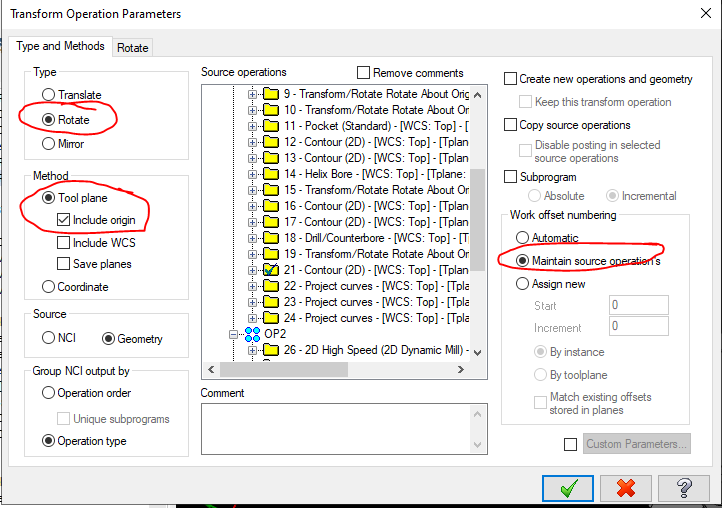
Còn muốn phay trên angle head thì bạn phải tạo angle head trên mastercam, nhưng hơi dài dòng xíu. Nếu cần thì mình sẽ làm video hướng dẫn.
Attachments
-
 86 KB Lượt xem: 153
86 KB Lượt xem: 153
Last edited:
")
H
L
CHO EM HỎI. MC5 MUỐN XUẤT CHUONG TRÌNH PHAY MÀ TOÀN G1 THÔI THÌ CHỈNH THẾ NÀO. MÁY CNC CÓ CÂU LỆNH G2,G3 LÀ LỖI.
Còn vẫn chỉ muốn xuất chỉ có G1 thì bỏ check cả ba dòng. Vì mình không có X5 nên bạn xem tạm bản 2017, nó cũng tương tự mà thôi.
L
cho em hỏi về vấn đề này, tắt nó như thế nào .. em cảm ơn
View attachment 8733